第9章 プロセシング(加工)の今後の展望
1. 最先端加工技術の実用化
1. 最先端加工技術・光産業の現状
(財)光産業技術振興協会によると、2004年度の光産業のGDPは8.4兆円に達し、2005年度予測は9.28兆円で、右肩上がりの成長を続けている。一方我国の電子工業のGDPは1991年以来約20兆円を維持している。2004年度の中国の電子工業のGDPはわが国の電子工業国内総生産額(GDP)と同じ水準まで増大した。我国のGDPは1991年以来約500兆円を維持している。
光産業は、情報通信、情報記録、入出力、ディスプレイ、光エネルギー、レーザー加工、センシング・計測に分類される。その中で、情報記録、入出力関連の海外生産比率はそれぞれ70.1%、54.2%(2005年度予測)である。レーザー加工の海外生産比率は1.5%であり、まだ国内生産がほとんどを占めるので逞しい分野である。
最先端のレーザープロセシング(レーザー加工)の展開は目覚しく、将来の光産業の発展を確実なものにすると思われる。国際会議、国内の研究会に現れないレーザープロセシング(レーザー加工)分野こそが、真に日本のレーザープロセシング(レーザー加工)を担っていると言えよう。研究会、国際会議で活発に議論しているプロセシング(加工)分野は未だ萌芽期で、それらのアイデア・技術の自然淘汰・間引きがあって初めて実用化に繋がることは過去の事例を見ても明らかである。この萌芽期から実用化・産業化への遷移期に、経済産業省のレーザープロセシング(レーザー加工)分野の国家プロジェクトの果たした役割は計り知れなかったが、最近はこの種のプロジェクトが皆無であるのが気がかりである。
最先端のレーザープロセシング(レーザー加工)技術は、科学技術の極限技術を複数組み合わせた多元的な科学技術融合の産物であろう。いわゆるTechnologyFusion(技術融合)がない先端レーザープロセシング(レーザー加工)はないであろう。レーザーを投入したほうが経済的、技術的にメリットがある箇所にのみ利用し、他のプロセシング(加工)には従来の技術を併用したハイブリッドプロセシングも利用されている。
究極のレーザープロセシング(レーザー加工)は、Laser-CAD(ComputerAidedDesign)で機械設計、金型設計、製品設計、アパレル、医療(精密加工の分野ととらえて)設計を行い、Laser-CAM(Computer Aided Manufacturing)でレーザ一加工を支援するシステム(製品を除去加工するためのデータ(経路、レーザー加工機を制御するデータの生成)の構築が期待される。今までの古典力学(機械工学)と数学からなるCAD/CAMではなく、量子力学的レーザ一と材料との相互作用過程を取り込んだ、ナノ加工までできるしaser-CAD/CAMができればレーザー研究者・技術者の夢が叶う。このためには、どのような環境でも安定に発振するレーザーが提供されねばならない。
目次へ ∧
2. 先端材料と光との相互作用の基礎
加工の観点から、相互作用の基礎をもう一度復習してみよう。レーザー光と物質の相互作用をプロセシング(加工)として活用するとき、レーザー光はエネルギー源である。制御パラメータは、波長、強度、パルス幅である。
荷電粒子であるイオンは、LSIの微細加工のエネルギ一源として利用され、RIE(Reactive Ion Etching)として活躍している。この制御パラメータは、イオン種の質量、加速電圧(運動エネルギー)、電流密度である。イオン衝撃とイオン表面化学反応で材料が気化し、微細除去加工を行う。空間分解能は、そこに設置したマスクパターンで決定される。加工次元は、2次元加工か、深さ方向の次元も考慮して2.5次元加工を呼ぶこともある。深さ方向にアスペクト比の大きな加工を行うとき、イオンビームの中性化を行わないとイオンの軌跡が制御できないので、穴の深さ形状が正確に制御できない。忘れてならないのは、RIEは”熱加工”であることである。RIEでは、低圧のチャンバーが必要である。電子ビーム加工でも真空チャンバーが必須である。
レーザープロセシング(レーザー加工)は、線形光吸収過程を利用するときは、吸収長(相互作用長)は加工材料の吸収係数の逆数で表される。微細加工が必要なときは、吸収係数が大きなレーザー波長を選択する。赤外波長域で加工するには、材料の吸収波長と共鳴するレーザー波長を選択する。例えばCO2気体レーザー加工の場合には、同位体でCO2を置換することによって、波長を微調整し、加工を制御できる。また、加工材料を化学修飾することによって、吸収係数を制御できる。加工の空間分解能は、概ね赤外波長で決定される。紫外レーザーで微細加工ができるのは、一般に紫外波長域では材料の吸収係数が大きいのと、波長が短いためである。紫外領域の加工も概ね熱加工であるので、熱変性層(HAZ:Heat Affected Zone)が現れる。
パルス幅がIps(1×1-12s、ps:picosecond)以下のフェムト秒レーザーではどうであろうか?物質は電子とイオン(格子)で構成されている。電子は非常に質量が小さいので1×10-15s(1 femtosecond)の時間領域でも、光のパルス電界に応答してクーロンカを受け過熱される。しかしイオン質量は大きいので、光のパルス電界には応答せず、高温電子のイオンへの衝突でエネルギーを受け加熱される。レーザー電界強度が大きいと、材料表面の原子の最外殻電子がレーザー電界で電界放出される、トンネルイオン化または多光子イオン化が生じ、原子は(+)にイオン化される。この過程により、表面のイオン同士のクーロン斥力でイオンが時間的に少し遅れて放出する現象が起こる。これをクーロン爆発(Coulomb explosion)という。このクーロン爆発によるアブレーションの割合は、全体のアブレーションに対しては少ないが、絶縁体、半導体で検証されている。電気的中和が比較的遅いSi半導体でも観測されている。静電誘導の速い金属では観測されていない。前述のようにフェムト秒レーザーを照射すると、電子が急速加熱され高温電子が生成され、引き続いてイオンが過熱される。このようにフェムト秒レーザー照射初期では、電子温度とイオン温度が異なる、いわゆる非平衡状態が生ずる。照射強度が高いと、線形吸収過程のみならず、多光子過程が支配的になり、光子エネルギーよりも大きなバンドギャップをもつ材料にもフェムト秒レーザーは吸収される。800nmの近赤外波長のチタンサファイア(Ti3+のイオンがAl2O3のAlのサイトの一部へ置換したレーザー材料)フエムト秒レーザーの光で、透明なガラスが加工できるのも、5、6光子の非線形吸収過程で自由電子が生成されるからである。バンドギャップの大きな半導体、誘電体でも近赤外の高強度フェムト秒レーザーで加工できるのはこのためである。800nmの低強度レーザーでは吸収は生じず、加工は不可能である。以上からアブレーション闕値強度は、決定論的に定まる。
いま、1/μm3の体積の溶融石英に1μJ、100fsのフェムト秒レーザーが吸収されたとしよう。このとき、温度は約1MK(100万度K)になり、圧力は約10MB(1千万気圧)にも上る。この温度と圧力は、密度は及ばないまでも太陽の表面の温度と圧力に近い。それ故、フェムト秒レーザー加工では、いろいろな複合的な非線形過程が起こり、多様化したプロセス(加工)の宝庫であると同時に、レーザー強度を精密に制御しないと加工が安定しない。フエムト秒レーザーは光強度制御プロセシング(加工)と言えよう。
目次へ ∧
3. 加工特性のパルス幅依存性
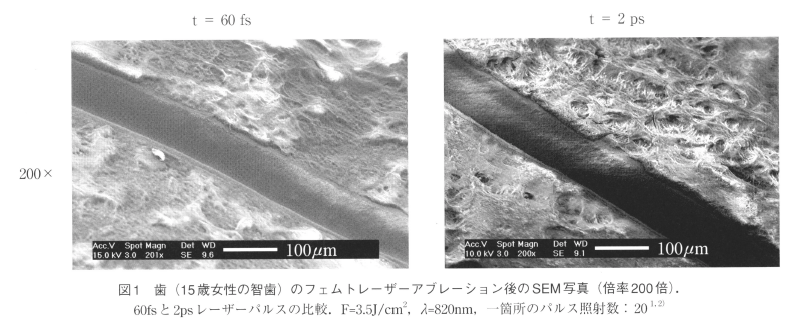
フェムト秒レーザーで高温に加熱された電子からイオンへのエネルギー移動速度は電子・格子結合の強さ(緩和時間)で決定される。この緩和時間は材料に依存し、l-100psのオーダーである。エネルギー移動中に材料の単位体積あたりのエネルギーが相転移点を越えるとアブレーションが起こる。完全にエネルギー移動が起こると、電子温度とイオン温度(格子温度)は同じになり、熱平衡になる。ガラスを100fsのレーザーでアブレーションすると、微細な加工ができるが、200psのパルスではアブレーション周辺にクラック(ひび割れ)が生ずる。2psのパルス(820nm)では、ヒトの歯のアブレーションプロセシングが60fsのレーザーと同様に微細に達成できることが図1からわかる1、2)。
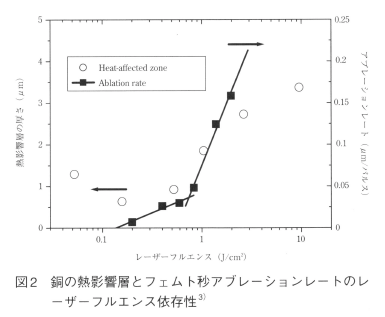
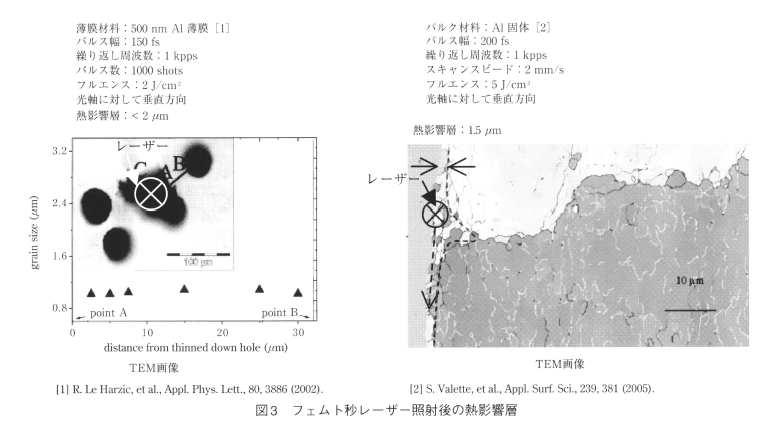
フェムト秒レーザー加工は、”非熱加工(non-thermal processing)”と言われる。しかし、これは類型化した分類であり、実際は僅少な熱影響層が付随する。実験結果から、熱伝導率の高い金属では、アブレーション面の下方および横方向に熱影響層が現れ、結晶化金属がグレインサイズの微小化又は非晶質化する。しかしこの熱影響層の厚みは1μm程度である3、4)。図2に、銅を100fsのレーザーで照射したときの熱影響層の厚さを示す。図3に示すように、アルミニウムのフェムト秒レーザー照射後のTEM像から熱影響層を算出しているこの現象は、古典的分子動力学シミュレーションでも見積もれるようになった3)。熱影響層は形態に影響は与えないが、物性に影響を与える。しかし、誘電体、高熱伝導のBN、AINセラミックのプロセシング(加工)では熱影響層はほとんど現れない。
フェムト秒のパルス幅はどのようにプロセシング(加工)に影響するのであろうか?ピコ秒領域に入っても、アブレーション闕値フルエンスの存在、アブレーションレートはフェムト秒領域のプロセシング(加工)と差異はないが、電子の熱伝導による熱影響層の拡大が大きくなり微細加工の精度が悪くなる。加工形状が維持されても、構成元素の蒸気圧の違いによってアブレーション面の化学組成が変化することが予想される。フェムト秒パルスを多パルス化することで、この非平衡プロセシング(加工)をうまく誘起して、単一パルスでは達成できないプロセス(加工)結果を得ることもできる。以上からどれくらいのピコ秒時間領域までフェムト秒レーザープロセシング(レーザー加工)の価値を維持できるか?そのピコ秒レーザーの装置コストを下げられるか?がこれからの研究課題であろう。実際に、新形超短パルスレーザーとして、チタンサファイアレーザーとは違ったコンセプトのアプローチがある。このアプローチは4節で述べる。
フェムト秒レーザー加工のとき、波長はどのような役割をするのであろうか?波長を非線形結晶で第2高調波、第3次高調波を発生するとしよう。材料から見れば基本波では例えば6光子の多光子吸収で加工が開始されるとき、第2高調波、第3次高調波では、それぞれ3光子、2光子過程に見える。このとき、多光子過程を誘起する照射レーザー強度の闕値は低下するが、第2高調波、第3次高調波の変換効率との比較、実用化から見ればレーザーシステムの安定性・経済性・運転寿命から議論する必要があろう。
目次へ ∧
4. 加工用超短パルスレーザー開発
数10μJ程度のパルスエネルギーを持つフェムト秒レーザーパルスを得るには、現状ではレーザー発振器のみでは不可能であり増幅器を用いざるを得ない。チタンサファイア系の超短パルスレーザー装置は、Kに実用段階に入り、国産のサイバーレーザー㈱から、1mJ、1kHz、平均出力1Wのプロセシング(加工)装置が市販されている。高付加価値の加工現場を発見することが期待される。
最近開発されたディスクレーザーでは大口径薄膜のレーザー媒質を用いてビーム径を拡大することで増幅器内部でのレーザーパルスのピーク強度を低減する。時間的にピーク強度を低下させるCPA法とは対照的な空間的に拡大する手法である5)。ドイツのGiesen教授らはこの手法を用いてYb:KYW再生増幅器を開発し、パルスエネルギー20μJ、パルス幅300fs、繰り返し周波数45kHzを得ている6)。このレーザーではレーザーディスクと基板との熱抵抗の小さな接合がキー技術である。このディスク型再生増幅器の利点は、光パルス伸長器を用いずにレーザー発振器からのレーザーパルスをそのまま増幅できることと、LDで直接Yb:KYW結晶を励起できることにある。ピコ秒パルスならば高出力化も技術的困難を伴わない。また光パルス圧縮器においては増幅器内の材料分散を補償するのみであるので、刻線数の少ない回折格子を用いることができ、通常のCPAシステムの光パルス圧縮器よりも要求される調整精度が小さい。
さらに近年、マテリアルプロセシング(加工)に向けた高出力フェムト秒ファイバーレーザーの開発も盛んである。フアイバーレーザーはメンテナンスフリーかつシングル横モードという特長を持つ。ところがフェムト秒レーザーパルスは高いピークパワーを持っため、シングルモードファイバー中を伝搬する際に自己位相変調と群速度分散によりパルス波形が著しく伸長、変形する。またパルスエネルギーが高すぎると非線形吸収によりファイバーに光損傷を与える。これらの問題を回避するためにファイバーレーザーにCPA法と同様にパルス幅を一旦伸長してから増幅する手法がIppenらによって報告されており、パルス幅3ps(フーリエ限界パルス幅は100fs以下)、パルスエネルギー0.78nJ、繰り返し周波数48MHzが得られている匕また、コア径の大きな光ファイバーを用いることによってレーザーパルスのピーク強度を低減し、非線形効果を小さくする手法がRichardsonらによって提案され8)、Nolteらはこの手法とCPA法を組み合わせたフェムト秒ファイバーレーザーを開発し、平均出力76W、パルス幅400fs、繰り返し周波数75MHzを得ている9)。さらにNolteらはパルス圧縮用回折格子対を中空フォトニックバンドギャップファイバーに置き換えて分散補償を行い、パルスエネルギー82nJ、パルス幅100fs、繰り返し周波数75MHzを得た10)。中空フォトニックバンドギャップファイバーは空気に近い非線形屈折率を持っため11)、伝搬中の非線形効果を、固体のファイバーに比べて約0.1%に低減できる。
以上をまとめると、近年のフェムト秒レーザー研究開発状況は、実用化を見据えて、より簡便な系で高いパルスエネルギーを得ることに主眼が置かれている。フェムト秒レーザー発振器やフェムト秒ファイバーレーザーは高繰り返し周波数のフェムト秒レーザーパルス発生が可能であり、熱の蓄積効果を利用した光導波路作製などに向いている。またパルスピッカーと組み合わせて熱の蓄積効果を避けることで、多光子顕微鏡や生体加工への応用が可能である。フェムト秒ディスクレーザーでは、繰り返し周波数が熱の蓄積効果が現ない領域にあり、エンジンの燃料ノズル加工など、ある程度パルスエネルギーが必要な加工の高速化に適している。
目次へ ∧
5. 新しい最先端プロセシング(加工)分野
5.1 光導波路デバイス
フェムト秒レーザーを透明ガラス、プラスチック内部に集光すると、屈折率構造が誘起でき、光デバイスが製作できる。誘起屈折率変化のメカニズム解明と共にこれまでフェムト秒レーザーによる屈折率変化誘起を用いて透明材料内部に光導波路12〜20)、分岐路21)、方向性結合器22、23)、回折格24、25)、マッハツェンダー干渉計26)、光導波路型光増幅器27、28)、リング共振器29)のなどの様々な光デバイスが作製されている。またシングルモード光ファイバーに回折格子を書き込み、ファイバーブラッググレーティングを作製した例も報告されている30〜32)。光振動センサーもフェムト秒レーザーだけで作製できる33)。
ガラス以外の様々な透明材料への光導波路作製も報告されている。リン酸ガラスや水晶の場合、屈折率変化量域の屈折率が減少することが確認されている。このため光デバイスとして有望な材料に関して、フェムト秒レーザー誘起屈折率変化の特性を調べることは重要である。機能材料への光導波路作製として、単結晶シリコン及び非線形結晶に関して報告されている。Nolteらは波長2.1μmのフェムト秒レーザーを用いて単結晶シリコン内部に光導波路を作製している34)。またHiraoらは35)、32.5Li2O-27.5Nb2O5-40SiO2ガラス、32.5BaO-32.5TiO2-35SiO2ガラス、47.5BaO-47.5B2O3-5Al2O3ガラスの内部にフェムト秒レーザーを照射し、それぞれLiNbO3、BaB2O2、Ba2TiO4の単結晶が生成されることを報告している。通常、物質の屈折率はアモルファス状態よりも単結晶状態の方が高いため、このように単結晶を析出させることで光導波路の作製が可能である。
目次へ ∧
5.2 医学分野のフェムト秒レーザープロセシング(レーザー加工)
生体および生体材料のフェムト秒レーザープロセシング(レーザー加工)は、次世代のプロセシング(加工)分野として期待される。フエムト秒レーザープロセシング(レーザー加工)の医学応用に向けた研究が多数報告されている。
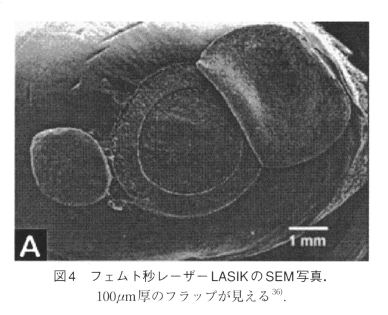
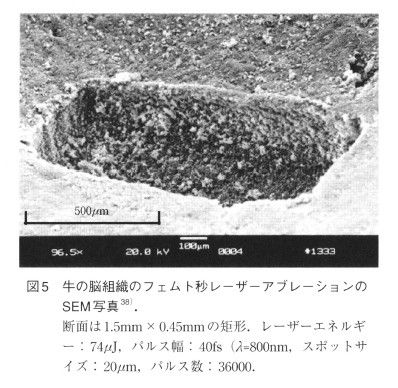
まず眼科の視力矯正手術について、Juhaszらは実際にウサギの眼球にしASIK(Laser in situ Keratomileusis)と同様の手順でフェムト秒レーザーを照射する実験を行った36)。これはサブミクロンの微細加工技術である。その結果を図4に示す。現行のしASIKは、現在視力矯正手術に最も用いられている手技である。その方法はまずマイクロケラトー厶というカッターを用いて角膜上皮にフラップを形成する。次にそのフラップをめくり、角膜の実質層に193nmArFエキシマレーザーを照射し角膜の屈折力を調整する。最後にめくっていたフラップを元に戻すという方法である。次世代のフェムト秒レーザーLASIKでは、フラップもフェムト秒レーザーで作製でき、加工部が非常に滑らかにアブレーションできること、パルス幅が短いほど少ないエネルギーでアブレーションを誘起できるので衝撃波などの二次的な影響を少なくできることなどを示した。さらに、透明媒質内部に選択的にエネルギーを注入することができるというフェムト秒レーザーの特徴を活かして、フラップを形成せずに選択的に角膜内部をアブレーションするという新しい方法も提案されている36)。また歯科治療に関してもSerbinらがヒト歯のアブレーション特性について報告している37)。また脳組織の微細アブレーション加工が報告されており38)、脳のような軟組織においても同様に周辺部へのダメージのほとんどない加工が達成されている。その加工部SEM画像を図5に示す。
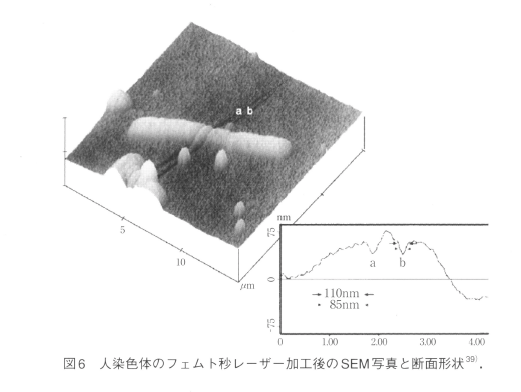
Konigらはフェムト秒レーザー発振器からのフェムト秒レーザーパルス(パルス幅170fs、中心波長800nm)を対物レンズ(NA=1.3)で回折限界まで集光し、ヒト染色体の加工を行った39)。彼らは100nm以下の加工分解能を実現しており、回折限界以下の生体加工が可能であることを実証した。その加工画像を図6に示す39)。
このようにフェムト秒レーザーはその特性から次世代医療用レーザーとしての実用化が期待されている。しかしフェムト秒レーザーの実用化において障害となっている因子としてレーザーの安定性、コスト、フェムト秒レーザーパルスの伝送方法が挙げられる。レーザーの安定性については現在10000時間メンテナンスフリーのフェムト秒レーザー装置も市場に投入されている40)。コストに関しては、一台数千万円程度と、歯科治療に現在用いられているEr:YAGレーザーと比較しても非常に高価であり、その装置コストに見合うだけの高付加価値プロセシング(加工)をしなくてはならない。その点でレーザー治療分野は非常に魅力的な市場である。実際の医療応用を考えた際に内視鏡治療への応用や、術者の精密な操作に対する要求などの理由から、伝送路の確立が絶対不可欠である。しかし現在のところアブレーション加工に十分なフエムト秒レーザーパルスの伝送はミラー関節を用いた伝送方法しか存在せず、フレキシビリティや生体内へ導入する際の侵襲などの問題がある。そこでこれらの問題を解決するために光ファイバーによるフェムト秒レーザーパルスの伝送方式の確立が求められている。
目次へ ∧
5.3 フェムト秒レーザーパルスの光ファイバー伝送
フェムト秒レーザーパルスの光ファイバー伝送方法としては、石英系シングルモードファイバー41)、石英系マルチモードファイバー42)、中空フォトニッククリスタルファイバー(PCF)43)、中空ファイバー如による伝送が現在まで報告されている。
石英系ファイバーは近赤外領域において低損失であるだけでなく、耐熱性や機械的強度が高く、化学的にも安定であるため、Nd:YAGレーザーや半導体レーザー光の生体内への導光に広く用いられている。石英系シングルモードファイバーではClarkらによって2mの長さの石英系シングルモードファイバーを用いて100fs、0.5nJのパルス伝送が達成されている41)。このファイバーの優れている点としては、シングルモードファイバーであるために出射ビームの強度プロファイルはガウス形であること、コア径が5μmであるためにフレキシビリティに優れていることが挙げられる。しかし欠点として、伝送可能なパルスエネルギーが0.5nJと少ないこと、分散補償器を必要とすることが挙げられる。以上からこのファイバーは診断用に適している。
石英系マルチモードファイバーではコア径200μm、長さlmのGI型マルチモードファイバーによって11μJ、900fsのフェムト秒レーザーパルスの伝送が報告されている42)。このファイバーではシングルモードファイバーよりもコア径が大きいために、シングルモードファイバーよりも多くのエネルギーを伝送することができる。ビームプロファイルに関してもシングルモードファイバーと比較すると、若干ビームプロファイルは劣化するがガウス形に近く、高い集光が可能で、フレキシビリティも優れている。しかし、その最大伝送パルスエネルギーはパルス幅900fsにおいて11μJであり、アブレーション加工には十分とは言えず、PDT(Photo Dynamic Therapy)などへの応用が期待される。これら石英系ファイバーでは、パルスエネルギーを大きくしていくと、自己集束、White-continuumが発生し、ファイバーの光損傷が発生するという問題が生じる。以上のような理由から、石英系ファイバーでは伝送可能な絶対的なエネルギーが制限されるため、アブレーションに十分なエネルギーをもった高強度フェムト秒パルスの伝送には実用的ではない。さらに広帯域のスペクトルを持つフェムト秒パルスを石英系ファイバーで伝送する場合、群速度分散(材料分散)によるパルス幅拡がりが大きいため、分散補償技術の併用が不可欠となる。
そこで分散補償の必要がない中空PCF(Photonic Crystal Fiber)が研究されている。Gobelらはコア径9μm、1.5mの中空PCFでパルス幅170fsのシングルモード伝搬を達成した43)。しかしその最大伝送エネルギーは4.6nJであり、アブレーション加工を行うのは困難である。この応用としては多光子顕微鏡などバイオ診断への応用が適している。
一方、中空ファイバーは空気をコアとした細管状のファイバーであり、レーザー光は管内壁で全反射されながら伝送される。中空ファイバー伝送においては、レーザ一光がコア内の空気中を伝搬するため、コアがSiO2である石英系ファイバーと比較すると自己集束の闕値が約3桁も上昇し損傷闕値も高くなる。また伝搬するコアは空気であり、群速度分散も無視できるほど小さい。このため、中空ファイバーは高強度のフェムト秒レーザーの伝送に適したファイバーであると考えられる。
レーザー伝送用の中空ファイバーについては、1964年にMarcatibとSchmeltzerによってコア内の伝搬モードが理論的に明らかにされ45)、その後Danilovら46)やMiyagiらのによって伝送損失などが詳細に調べられた。初期の中空ファイバーは、石英系ファイバーでは伝送が不可能なC02レーザー(10.6μm)を内面の銀反射膜の上に適切な膜厚の誘電体反射膜を施すことにより、容易に伝送することが可能なため研究、開発が行われた48、49)。
これは現在では歯科用のレーザー治療などに広く用いられている。中空ファイバーを用いて、現在歯科治療に用いられているEr:YAGレーザー(2.94μm)を伝送し、180度の屈曲時でも1.2dBの損失での伝送に成功している50)。Satoらは高強度QスイッチNd:YAGレーザーの伝送にコア内を真空にしたコア径1mm、長さlmの中空ファイバーを適用し、158mJ、パルス幅9-12nsのパルス伝送に成功している51)。Matsuuraらは有機金属気相成長(Metal Organic Chemical Vapor Deposition:MOCVD)法を用いてコア内壁に作成したAl反射膜とCyclic Olefin Polymer(COP)を内装したコア径1mmの中空ファイバーを用いて、Nd:YAGレーザーの第3次高調波(355nm)、および第4次高調波(266nm)の伝送に成功した52)。このように、中空ファイバーは従来の石英系ファイバーでは伝送が困難な波長・ピーク強度のレーザー伝送用のファイバーとして注目を集めている。
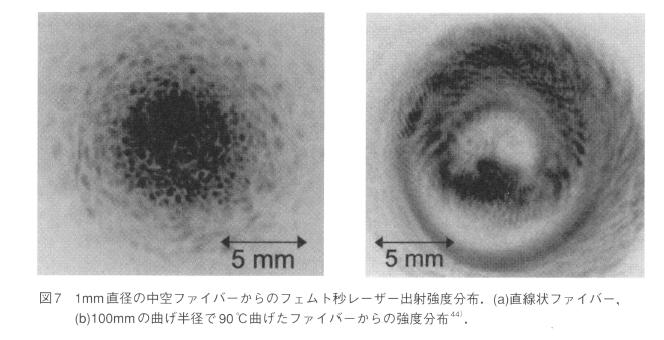
フェムト秒レーザー伝送については2002年、Matsuuraらによって中空ファイバー伝送が初めて報告された44)。彼らはコア径700μmおよび1mmの中空ファイバーを用い、パルス幅210fs、パルスエネルギー700μJという石英系ファイバーやPCFでは成しえなかった高エネルギーのパルスを伝送することに成功した。しかしコア径の大きな中空ファイバーでは、図7に示すようにファイバー屈曲時の出射ビームプロファイルが高次モード間の干渉によりが極端に悪化する。今後、微細加工に適用できるモード分布のフェムト秒レーザー伝送技術の確立が希求される。最近、細径の中空ファイバーで高エネルギーパルスの高品質伝送が達成されている53、54)。
目次へ ∧
[参考文献]
1) K. Ozono, and M. Obara:Appl. Phys. A. , 77, 303(May2003)
2) M. Kamata, T. Imahoko, K. Ozono, and M. Obara:Appl. Phys. A. , 79, 1679(2004)
3) Y. Hirayama, and M. Obara:J. Appl. Phys. , 97, 064903(2005), and Appl. Surf. Sci. , 197-19 & 41(2002)
4) S. Valette, etal:Appl. Surf. Sci. , 239, 381(2005), 2, 47, 238(2005), and 249, 322(2005)
5) A. Giesen, H. Hugel, A. Voss, K. Witting, U. Brauch, H. Opower:Appl. Phys. B. , 5 & 365(1994).
6) A. Beyertt, D. Nickel, A. Giesen:Appl. Phys. A. , 80, 655(2005)
7) K. Tamura, C. R. Doerr, L. E. Nelson, H. A. Haus, and E. P. Ippen:Opt. Lett. , 19, 46(1994)
8) N. G. R. Broderick, H. L. Offerhaus, D. J. Richardson:IEEE. Photon. Tech. Lett. , 10, 1718(1998)
9) J. Limpert, T. しlausnitzer, A. Liem, T. Schreiber, H. J. Guchs, H. Zellmer, E. B. Kley, and A. Tiinnermann:Opt. Lett. , 2 & 1984(2003)
10) J. Limpert, T. Schreiber, S. Nolte, H. Zellmer, ATiinnermann:Opt. Exp. , 11, 3332(2003)
11) D. Ouzounov, F. Ahmad, D. Muller, N. Venkataraman, M. Gallagher, K. Koch, and A. Gaeta:Science, 301, 1702(2003)
12) J. W. Chan, T. Huser, S. H. Risbud, J. S. Haydenand D. M. Krol:Appl. Phys. Lett. , 82, 2371(2003)
13) K. Miura, J. Qiu, H. Inouye, T. Mitsuyu, and K. Hirao:Appl. Phys. Lett. , 71, 3329(1997)
14) C. Florea, and K. A. Winick, J. Lightwave:Technol. , 21, 246(2003)
15) D. Ehrt, T. Kittel, M. Will, S. Nolte, ATiinnermann:J. Non¬Crystal. Solids. , 345 & 346, 332(2004)
16) M. Will, S. Nolte, B. N. Chichkov, and ATiinnermann:Appl. Opt. , 41, 4360(2002)
17) V. R. Bardwaj, E. Simova, P. B. Corkum, and D. M. Rayner, C. Hnatovsky, R. S. Taylor, B. Schreder, M. Kluge, and J. Zimmer:J. Appl. Phys. , 97, 083102(2005)
18) K. Yamada, W. Watanabe, T. Toma, J. Nishiiand K. Itoh:Opt. Lett. , 26, 19(2001)
19) M. Kamata, and M. Obara:Appl. Phys. A. , 7 & 85(2004)
20) J. Siegel, J. M. Femadez-Navarro, A. Garcia-Navarro, V. Diez-Blanco, O. Sanz, and J. Solis:Appl. Phys. Lett. , 86, 121109(2005)
21) K. Minoshima, A. M. Kowalevicz, I. Hartl, E. P. Ippen, and J. G. Fujimoto:Opt. Lett. , 26, 15161518(2001)
22) A. M. Streltsovand N. F. Borrelli:Opt. Lett. , 26, 42(2001)
23) W. Watanabe, T. Asano, K. Yamada, K. Itoh, and J. Nishii:Opt. Lett. , 2 & 2491(2003)・
24) K. Yamada, W. Watanabe, K. Kintaka, J. Nishii, and K. Itoh:Jpn. J. Appl. Phys. , 42, Part1, 6916(2003)
25) Q. -Z. Zhao, J. -R. Qiu, X. -W. Jaing, C. -J. Zhao, C. -S. Zhu:Opt. Express. , 12, 742(2004)
26) K. Minoshima, A. M. Kowalevicz, E. P. Ippen, and J. G. Fujimoto:Opt. Express. , 10, 645(2002)
27) S. Nolte, M. Will, J. Burghoff, and ATiinnermann:J. ModemOptics. , 51, 2533(2004)
28) Y. Sikorski, A. A. Said, P. Bado, R. Maynard, C. Florea, and K. Winick:Electron. Lett. , 36, 226(2000)
29) A. M. Kowalevicz, V. Sharma, E. P. Ippen, and J. G. Fujimoto:Opt. Lett. , 30, 1060(2005)
30) Y. Kondo, K, Nouchi, and T. Mitsuyu, M. Watanabe, P. G. Kazansky, KHirao:Opt. Lett. , 24, 646(1999)
31) S. J. Mihailov, C. W. Smelser, P. Lu, R. B. Walker, D. Grobnic, H. Ding, and G. Henderson, J. Unruh:Opt. Lett. , 28, 995(2003)
32) S. A. Slatteryand D. N. Nikogosyan, G. Brambilla:J. Opt. Soc. Am. B. , 22, 354(2005)
33) M. Kamata, M. Obara, RafaelR. Gattass, LorenR. Cerami, EricMazur:Appl. Phys. Lett. , 87, 051106(2005)
34) A. H. Nejadmalayeriand P. R. Herman, J. Burghoff, M. Will, S. Nolte, and ATiinnermann:Opt. Lett. , 30, 964(2005)
35) B. Yu, B. Chen, and X. Yang, J. Qiu, X. Jiang, C. Zhu, and KHirao:J. Opt. Soc. Am. B. , 21, 83(2004)
36) T. Juhasz, F. H. Loesel, R. M. Kurtz, C. Horvath, J. F. Bille, and G. . Mourou:IEEE J.Selected Topics in QuantumElectron. , 5, 902(1999)
37) J. Sarbin, T. Bauer, C. Fallnich, A. Kasenbacher, and W. H. Amold:Appl. Surf. Sci. , 8101(2002)
38) F. Loesel, J. Ficher, M. Gotz, C. Horvath, T. Juhasz, F. Noack, N. Suhm, and J. Bille:Appl. Phys. B. , 66, 121(1998)
39) K. Konig, I. Riemann, and W. Fritzsche, Opt. Lett. , 26, 819(2001)
40) http://www. cyber-laser. com/
41) S. W. Clark, F. O. Ilbay, and F. W. Wise:Opt. Lett. , 26, 1320(2001)
42) L.Kamino, M. Kamata, and M. Obara:IEEE LEOS 2003 Annual Meeting, Tucson, USA(2003)
43) W. Gobel, A. Nimmerjahn, and F. Helmchen:Opt. Lett. , 29, 1285(2004)
44) Y. Matsuura, M. Miyagi, K. Shihoyama, and M. Kawachi:J. Appl. Phys. , 91, 887(2002)
45) E. Marcatili, and R. Schmeltzer:Bell. Sys. Tech. J. , 1782(1964)
46) O. Danilov, M. Zintchenko, Y. Rubinov, and E. Sosnv:J. Opt. Soc. Am. B. , 7, 1785(1990)
47) M. Saito, S. Sato, and M. Miyagi:J. Opt. Soc. Am. A. , 10, 277(1993)
48) M. Miyagi, A. Hongo, Y. Aizawa, and S. Kawakami:Appl. Phys. Lett. , 43, 430(1983)
49) Y. Abe, Y. Matsuura, Y. W. Shi, Y. Wang, H. Uyama, and M. Miyagi:Opt. Lett. , 15, 89(1998).
50) Y. Abe, W. Y. Shi, Y. Matsuura, and M. Miyagi:Opt. Lett. , 25, 150(2000)
51) S. Sato, H. Ashida, T. Arai, Y. W. Shi, Y. Matsuura, and M. Miyagi:Opt. Lett. , 25, 49(2000)
52) Y. Matsuura, G. Takada, T. Yamamoto, Y. W. Shi, and M. Miyagi:Appl. Opt.. 41, 442(2002)
53) T. Shimada, M. Obara, and A. Hongo, “Hollow fiber delivery of intense femtosecond laser for endoscopic medical applications”, APLS2004, Korea(March2004)
54) 萩原寛浩、小原實、本郷晃史、”中空光ファイバー伝送フェムト秒ダブルパルスによるアブレーション加工”、第65回応用物理学会学術講演会、2p-ZE-3、仙台(2004年9月)
目次へ ∧
【参考製品】