第8章 レーザーと安全・環境
1. レーザークリーニング・レーザー除染
1. はじめに
レーザーを用いた表面のクリーニング、特に汚染物の除去技術は、従来の化学薬品を使用せず、また機械的に削ったり、ブラストでガラスやセラミックス、氷などをぶつけて除去する技術とは異なり、非接触で遠隔に操作でき、二次廃棄物の発生が少なく、安全で環境に優しい技術として世界的に利用されている。
レーザークリーニングのキーワード”Surface Cleaning、LASER”をインターネットで検索すると約4,250,000件の結果が得られる(2005年10月現在)。同じ内容でいくつか重なるものもあるが非常に多くの情報があることがわかる。特に多いのは、歴史的な建物のクリーニングや美術品の修復、金型、電子部品のクリーニング、航空機の塗装除去など付加価値の高い分野で用いられているものである。最近の論文や国際会議のプロシーディングも掲載されており、レーザーメーカーやクリーニングメーカーも含めて最新の情報を入手できる。
本節では、レーザークリーニングの技術についてとその技術を原子力の除染に応用して利用する事例を以下に紹介する。
目次へ ∧
2. レーザークリーニングの概要
レーザーによるクリーニング技術は、アートワークに適用する方法として、1970年代初期アメリカの科学者John Asmusによって考案された1)。彼は、壊れやすい大理石の彫刻表面から堅く黒い堆積物をレーザーで取り除けることを示した。但し、技術的には有望であったが、クリーニングの処理速度が遅く当時はまだ実用段階には至っていなかった。1990年代初期にヨーロッパを中心に歴史的な建物の彫刻など建築細部をきれいにするレーザークリーニングシステムが開発された。レーザーの強度が強くなり、クリーニング速度を上げる事ができた。
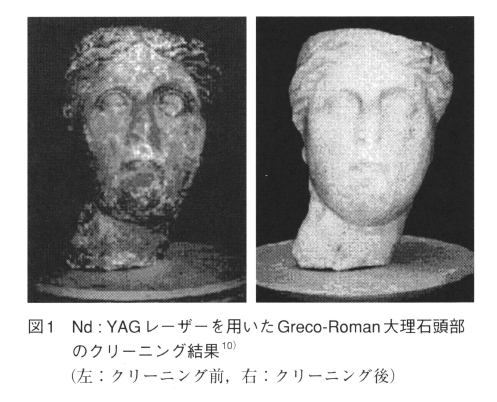
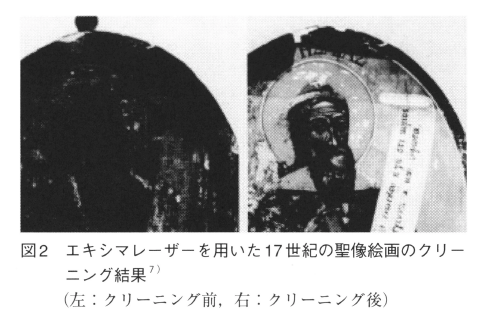
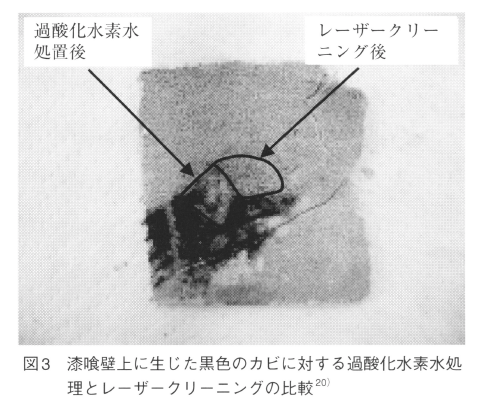
レーザー光は、多間接アーム(間接部分にミラーを配置し、管の中をレーザー光が伝送できる物)や30mの光ファイバーで長い距離伝送させる事も可能となり、先端はペンのように持って照射できるヘッドから構成され、屋外に持ち運びができるようになった2〜4)。ここで利用されているレーザーシステムは、波長が近赤外領域のパルスレーザー(波長1064nm、パルス幅10ns、QスイッチNd:YAGレーザー)である5)が、波長の短い紫外領域のパルスレーザー(波長248nm、パルス幅30ns、KrFエキシマレーザー)を絵画のクリーニングに適用している例もある6〜9)。一例として図1にNd:YAGレーザーを用いてギリシャ・ローマ文化(Greco-Roman)の大理石頭部をクリーニングした結果10)と、図2に17世紀の聖像絵画をエキシマレーザーでクリーニングした結果を示す7)これら石造文化財のクリーニング11〜18)は、環境汚染による文化財への影響を取り除き、修復技術として本来の美しい状態を保存していく上でも重要になっている。日本でも東京文化財研究所では、韓国国立文化財研究所と共同で石造文化財の保存修復について研究を行っており、韓国の敬天寺石塔の大理石表面に付着したヵーボン汚損を細かな刻印に損傷を与えることなく除去できることを報告している19)。また、古墳壁画や寺院壁画など彩色された漆喰壁上に生じた黒色のカビに対するレーザークリーニングの研究報告もある20)。図3は、この中で紹介されていた80年前に建造された土蔵に使用されていた漆喰壁上に生じた黒色のカビに対して過酸化水素水処理とレーザークリーニングを比較している例である。レーザークリーニング部分はカビが除去されているが、過酸化水素水処理部分では変化が認められず20)、レーザークリーニングによる効果のあることが確認されている。
その他、航空機の塗装除去では、巨大な足場を組み、人海戦術で薬品をかけてブラッシングする作業を自動化する動きが紹介されている21)。ここでは波長の長い赤外領域のパルスCO2レーザー(波長10.6μm)が用いられている。戦闘機のレーダードームやヘリコプターのローターブレードに対しても自動レーザー除去装置が使われている。溶剤を用いた従来法と比べて処理時間が、16時間から2〜3.5時間に短縮し有害な廃棄物量も100〜300gallonから固体物としてlpoundよりも少なく、環境に良いと報告されている22)。これら米国での取り組みは、エネルギー省:DOE(The Department of Energy)と空軍に関連するが、塗装除去としてインターネット上で公開されている。
- http://www.worldlasers.com/YAG-Laser_Laser_Cleaning_Machines.cfm
- http://www.quantel.fr/uk/laser/principes.htm
- http://www.jetlaser.de/E/TireMoldCleaning.htm
- http://www.samac.co.jp/cleanlasertokucyo.htm
これらWebサイトは、最新情報を提供してくれるが(2005年10月現在)アドレスが変更されたり、内容が更新されたりする可能性が高い。変更されている場合は、冒頭でも示したように上記アドレスをキーワードとして検索するとよい。
以上の例だけでもレーザークリーニングは、多岐にわたる分野で広く使われていることがわかる。レーザークリーニングの主な特長は、次のようにまとめることが出来る。
(1) 非接触
エネルギーが光の形で伝えられるため、機械的な接触がなく壊れやすい表面にも適用できる。
(2) 選択(母材にダメージを与えない)
溶接や切断用のレーザーとは異なり、レーザー条件を操作して母材の金属にダメージを与えずにペイントを除去したり、ペイントにダメージを与えずに付着している粉塵を選択的に除去することが可能である。
(3) 集中(狙った位置のみクリーニング)
クリーニングしたい部分に集中して処理が出来る。マスキングするなどの処理がなくても他のところに影響を与えずに処理が可能である。
(4) 高精度コントロール
レーザーの照射する位置や強度など遠隔でロボットなどと組み合わせて自動操作することが可能であり、プログラムによって高度な処理ができる。
(5) 環境
薬剤やブラスト材、水などを使用せず、光学エネルギーのみを使用するため、廃棄物量は大幅に削減できる。作業環境は、ドライな環境で行え、除去粉塵の吸引装置を用いると作業エリアへの飛散防止ネッ卜や養生が不要となる。
ランニングコストについては、レーザーのフォトンコストが高いといわれている。しかし、薬剤・ブラスト材・水などを使用しないため、二次廃棄物処理などに費用がかかる原子力分野などでは総合的に見てコストは大幅に軽減される。
目次へ ∧
3. レーザークリーニングの原理
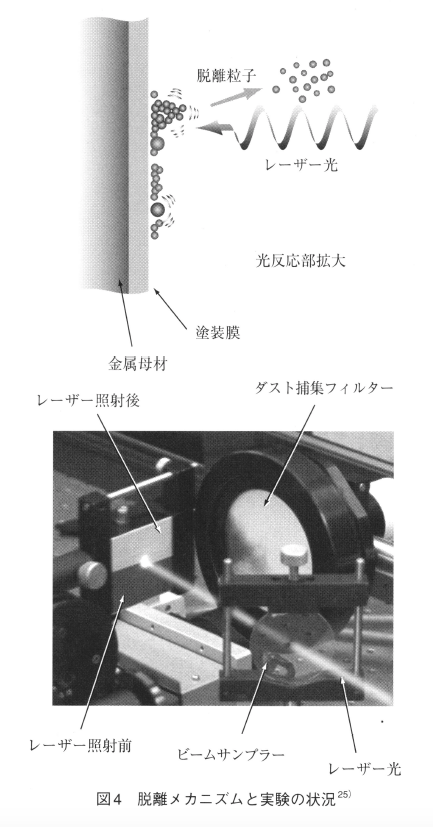
短パルスレーザーにより表面層や付着物を除去(クリーニング)するプロセス(加工)を分類すると、レーザーアブレーション(Laserablation)と紹介されている23)。このプロセス(加工)は、物質表面に高強度のレーザーが照射されると、表面層の構成物質が急速に過熱または励起されて振動し、分子、イオンなどの粒子やクラスター、固体片の状態で瞬時に放出、脱離する現象と説明される23、24)。簡単な原理図を図4に示す25)。この図は、筆者らが行った例で、黄色いペイント上に付着した黒い粉塵(酸化鉄:マグネタイト)をパルスレーザーの照射で母材のペンキに影響を与えず粉塵のみを除去している様子を示している。レーザーは上から横方向に下に向かって走査している。上部の薄色に見えるところが付着物の取れたところで、下の黒いところはレーザーが照射されていないところである。脱離した粉塵は、画面右の丸い吸引装置で捕集され、白い丸のフィルター左側が黒くなり捕集されている様子がわかる。
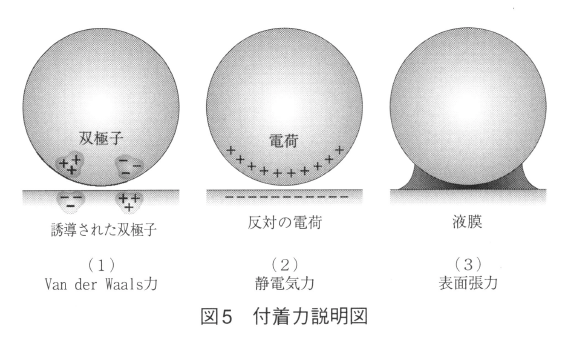
そもそも粉塵が表面に付着する付着力(adhesive forces)とはどのようなものかエアロゾルの科学として紹介する。まず、エアロゾル粒子は、気体から粒子状物質への変換、あるいは液体や固体の破砕によって生成される。粒子状物質の呼び方も粉塵(Dust)、煙(Smoke)、フユーム(Fume)、煙霧(Haze)、ミスト(Mist)などの言葉がある。いくらか意味合いに違いがあるが、広範に用いられている。但し粉塵は破砕過程によって生成した固体粒子に相当し、一方、煙とフユームは粒径がー般的に小さく気相から生成され、ミストは液滴の粒子を示している26)。これらの粒子の状態から付着力は次の3つに分けられる。
- (1) VanderWaals力
- (2) 静電気力(electrostatic force)
- (3) 表面張力(surface tension)
付着力に関する理論的な解析を行う上ではこれらを分けて考えることが重要である。特に重要な力はVander Waals力で、分子間に働く引力である。この力は、物質の不規則に運動している電子が瞬間的に双極子と呼ばれる集中電荷域を形成することにより起こる。これらの双極子は、常にその近傍の物質中に電荷が逆の双極子を持っている。VanderWaals力は、表面間の距離が大きくなると急速に減少し、表面から分子直径の数倍程度の範囲しか及ばないと言われている。粒子0.1μm以上の大部分は微小な電荷を帯びている事が多く、反対の電荷が存在する場合には引力が存在する。また、絶縁粒子は低湿度の場合に電荷を帯びており、この静電引力により表面に付着する。この静電気付着力は粒子直径に比例している。表面に液体分子が吸着している場合は、接触点にできる毛管部に引き込まれた液体の表面張力により、粒子と表面の間に引力が生じる27)。以上3種類の付着力の状況を図5に示す。レーザーによるアブレーション络24)は、これら付着力以上のエネルギーを供給することにより、付着物を除去するプロセス(加工)であり、アプリケーションについては多くの文献で報告されている28〜32)。
4. レーザー除染
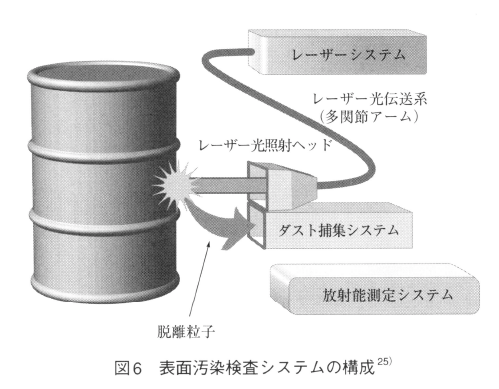
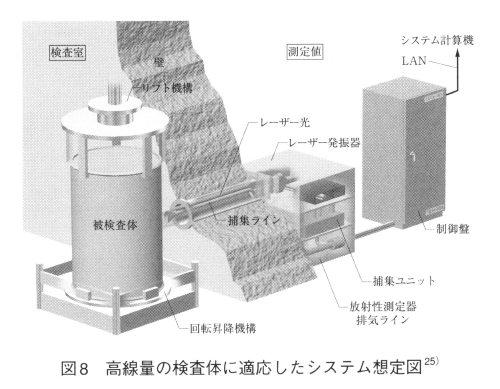
除染とは原子力施設における作業者の被曝低減や放射性廃棄物の低減を目的に、付着している放射性汚染物質を取り除く作業のことである。近い将来、原子炉廃止措置(デコミッショニング)によって大量の廃棄物が発生する。レーザーを用いた原子力分野への応用23、24、33、34、35)の中で除染技術23、24、34、35、36)は、遠隔で非接触の作業を可能とするため、作業被曝の低減や二次廃棄物削減の観点から有望視されている。また、除染と同じ技術であるが、表面に付着している物質をレーザーで除去・捕集し、放射能を測定する汚染検査装置も必要である25、27、38)。大量の廃棄物保管容器や除染後の汚染状況を把握する上でも重要であり、管理区域から一般区域に物品を搬出する時にも必ず表面汚染検査を実施しなければならない。レーザー捕集型表面汚染検査装置の構成を図6に、外観を図7に示す。また、高い放射線レベルの場所については遮蔽壁を通して測定するシステムが必要となる。図8にはそのイメージ図を示す。

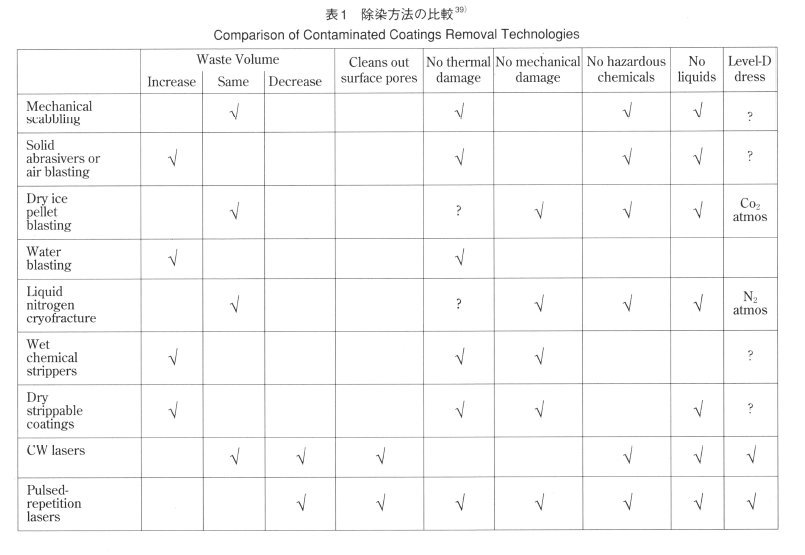
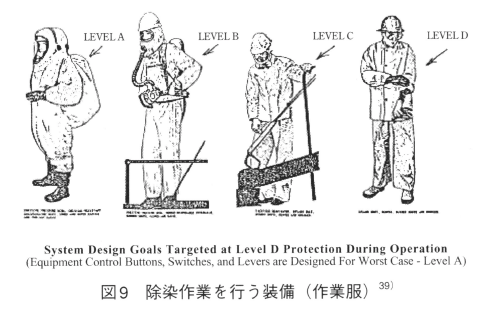
除染技術としてレーザー法以外には、化学除染(化学的方法)、物理除染(機械的方法、ブラスト法)、電解研磨除染(電気化学的方法)などを除染対象物の材質、形状、用途など考慮しながら、おのおのの長所短所に応じて使い分けている。しかし、多量の二次廃棄物が発生することや母材の損傷や変質を招くことが問題となっている23、34)。米国cDOEでは、除染作業を行う上で作業環境に合わせた装備(作業服)をしEVELAからしEVELDまで4段階に分けて(LEVELDからAに行くほど重装備)示し理想的にはしEVELD dressで行える事を目指している。この様子の図を図9に示す39)。また、現状の除染方法とレーザーによる方法を廃棄物が減量されるか、熱的なダメージや機械的なダメージがあるか等の観点で比較整理している。この表を表1に示す39)。レーザー法の中でもパルス法が軽装なしEVELDで出来、しかも廃棄物の量も減らせ、母材へのダメージも少なく、総合的にも一番性能が良いと示している。
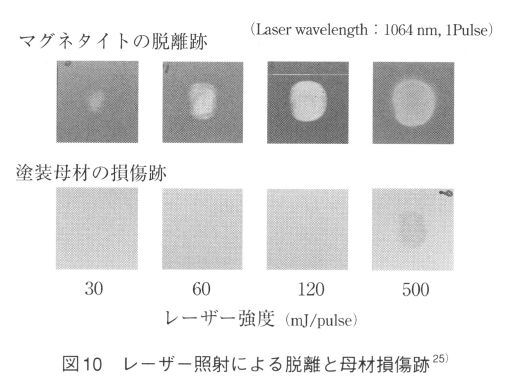
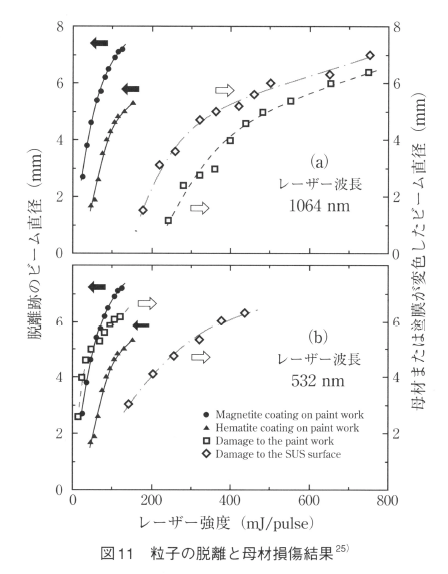
母材へのダメージについては、図4で示したペイント母材を対象とするか、あるいはペイントを除去する下地の金属母材にダメージが入らないかによってレーザーの条件(波長、エネルギー密度など)が異なる。すなわち、ペイントにダメージ(ペイントが剥がれたり、または変色したり)を与えないように照射するレーザーの強度と金属母材にダメージ(金属が削られたり、変形したり、変色したりする場合)を与えずにペイントを除去する場合のレーザー強度は異なり、通常は、後者の方がエネルギーを必要とする。一例として、筆者らのデータを示す叫レーザーのビームプロファイルが一般的なガウス型(TEM00モード)で直径7mm(1/e2position)を使って図4に示すペイント上のマグネタイトを1パルスだけ照射して、粒子が脱離する状態とペイント母材に損傷の跡が付く状態を、図10に示す。レーザーのエネルギーを強くしていくと脱離していく様子がわかる。しかし、500mJ/Pulseになるとペイント上に損傷の跡が残っている様子がわかる。図ではわかりにくいが、薄いグレー(実際は黄色のペイント)の一部が濃いグレー(実際は緑色)に変色し、ペイントも剥がれている。この実!^をレーザーの波長を変えて、更に付着物を同じ酸化鉄でへマタイト(赤紫色)とし、母材にステンレス(SUS304)を用いた場合についてまとめた結果を図11に示す。波長が近赤外領域の1064nmでは、母材に対する損傷の領域と付着物が脱離する領域が分離しているが、可視光領域の532nmの場合には領域が重なってしまい、付着物を脱離させるとペイント母材にもダメージが入ってしまうことを示している。但し、母材がSUS304の場合にはダメージが入らずに除去できる。図では示されていないが、波長が更に短い355nmの紫外領域では可視光と同様に領域が重なってしまう結果であった。波長が短くなるとフォトンのエネルギーが高くなり、付着力を切って脱離させるエネルギー以上にペイントのような分子を分解させてしまう状況までエネルギーが与えられることがわかる。ちなみに、波長が1064nmの場合の塗装膜損傷しきい値は、レーザーのプロファイルを考慮して600mJ/cm2となり、マグネタイトの脱離しきい値が60mJ/cm2で約1桁損傷しきい値に対して脱離しきい値が低いことがわかる。扱う母材によっても、ダメージの考え方によっても最適なレーザー条件は変わると考えられる。また、照射する環境や装置構成によってもレーザーの波長やパルス幅など装置の最適化が変わると考える。水中の照射では、水によるレーザーの吸収が少ない可視光が向いていると考えられるし、光ファイバーで長距離伝送させる場合には赤外光が有利である。単に放射性物質を除去する除染だけを考えれば、母材の変色は問題ないと考えることもできる。
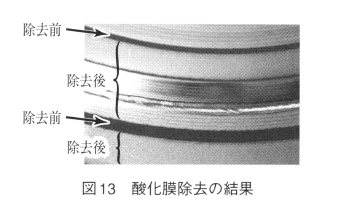
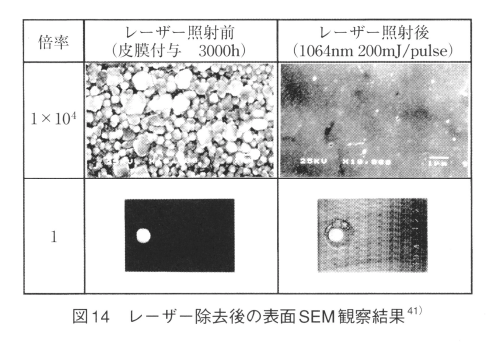
金属表面上に形成された酸化皮膜(錨)内に放射性物質が含まれている場合には、皮膜を除去することが特許化されている為。炉水環境下(加圧水型原子炉:PWR)を模擬して2000時間かけてSUS304に形成された金属腐食膜へのレーザー除染の適用実験も報告されている23)。この中で出力エネルギー150mJの条件で酸化皮膜が除去されたと記載されている。図12には、図7で示したレーザー装置に配管内を自動で照射するロボットアームを取り付け模擬配管内の酸化皮膜を遠隔で除去している状況を示している。図13は筆者らが行った酸化膜除去結果である。レーザーの波長1064nmで強度は約100〜180mJ/pulse(レーザー径:φ7mm)である。更に、酸化皮膜の除染だけでなく、除染後に汚染物が再付着しないかホット試験(非放射性物質を扱った試験をコールド試験、放射性物質を扱った試験をホット試験と呼んでいる)を行っている41)。沸騰水型原子炉(BWR)の高温高圧水条件(285°C、90kg/cm2)にSUS3040試験片を3000時間かけて酸化皮膜を形成し、図7や図12に示す106411mのNd:YAGレーザーで除去した後、同じ条件の高温高圧水に60Coを0.02Eq/cm3の濃度で加えて500時間かけて酸化皮膜を形成し、再付着の評価を行った。その結果、レーザー除染したサンプルは除染していないサンプルと比べて60Coの再付着が半分以下にとどまる結果を得た。レーザー除染後の金属表面を走査型電子顕微鏡(SEM)で観察し、X線光電子分光分析装置(XPS)による深さ10nmまでの組成分析から、レーザー除染による酸化皮膜除去の他に、除去表面にCrリッチ層が形成され、再付着防止効果のある興味深い結果を得た。図14に除去後の表面SEM観察結果を示す。照射前の表面はミクロンサイズの酸化物で覆われているが、照射後は完全に取り除かれ金属光沢している。

同様に汚染状況が表面に固定されている汚染と深部まで汚染している浸透汚染の2種類を用いたホット試験の事例がある34)。SUS304表面にウラン濃度110gU/1の硝酸ウラン溶液を滴下し、表面上に3〜4mm固着したものと、浸透汚染物としては、高張力鋼材料を六フッ化ウラン雰囲気中に長時間放置し、表面上に2〜3μmの酸化皮膜が形成された試験片を用いている。レーザーには炭酸ガスレーザーを用いレーザー照射前後のSEM観察からSUS304では7.2J/cm2でウランが除去されていることを確認し浸透汚染試料は、10J/cm2で99%以上の除染効率を確認している。
浸透汚染としては、コンクリートの表面除染がある。廃棄物貯蔵プールのコンクリート壁を対象とした除染試験の結果、2.4kWのCWNd:YAGレーザーを用いれば除去深さで0.64cmの処理性能が得られると米国から報告されている42)。国内でも1250Wの加工用CWCO2レーザーを用いた報告がある。レーザーアブレーションとは異なるプロセス(加工)であるが、一つは表面を溶融し、ガラス化してそのガラス層を機械的に除去する方法(Grazing)で、もう一方はコンクリートが含有する水分を瞬時に高温膨張させて表面層を破砕する方法(Spalling)である。単位出力、単位時間当たりの除去能力は、破砕方式の方がガラス化方式に比べて3倍程度高いと報告されている43)。同様な方法でレーザーScabbling法としてコンクリートの放射能除去が紹介されている44)。
目次へ ∧
5. 今後の展開まとめ
レーザーを利用したクリーニング技術は、二次廃棄物の発生が少なく、遠隔に操作でき、レーザーの照射条件や照射ヘッドを変えることで以上紹介してきた例以外にも応用範囲が極めて広いことがわかる。他にも電子部品のクリーニング、リサイクルやリュースなど、環境問題を考える中でますますクリーニング技術は必要とされていく。特にペイント除去と錯び除去は、塩害や大気汚染による送電鉄塔の腐食進行を止めるための対策として実用化が進められている45〜47)。クリーニングだけでなく、汚れにくい状況を作る予防保全的な使い方や、レーザーで表面をメッキコーティングするプレーティング技術などへの展開も考えられる。
原子力産業では、原子炉の廃炉処置が考えられる中、汚染廃棄物の低減が重要となる。レーザーにて切断する際に表面が汚染されたまま切断すると母材に汚染物が溶け込み廃棄物が多くなるので、事前に表面をレーザー除染する除染方法を組み合わせた解体方法など、工夫が求められる。
今後レーザーの進歩に伴い、小型で出力の高い持ち運びの容易なレーザーが開発されれば一般の掃除機と同様に手軽に利用できるようになり、カビの除去20)や、レーザー除菌といった新たな分野での利用も広がっていくと期待される。
目次へ ∧
[参考文献]
1) Asmus, J.F., Murphy, C.G. and Munk, W.H.(1973). “Studies on the interaction of laser radiation with art artifacts”. Proceedings of SPIE, 41,19-27.
2) Weeks, C.(1998). “The Tortail de la Mere Dieu” of Amiens Cathedral:its Polychromy and Conservation”. Studies in Conservation, 43,101-108.
3) Beadman, K. and Scarrow, J.(1998). “Laser cleaning Lincoln CathedraFs Romanesque Frieze”. Journal of Architectural Conservation, 4 (2), 39-53.
4) Salimbeni, R. and Bonsanti, G. (eds.) (2001).LACONA Ill, Proceedings of the third international conference on Lasers in the Conservation of Artworks. Florence, April 1999. Journal of Cultural Heritage, Elsevier,Paris.
5) Cooper, M.l.(1998). Laser Cleaning in Conservation : an introduction. Butterworth-Heinemann, Oxford.
6) E.Honzopoulos, C.Fotakis, M.Doulgeridis, in C.Fotakis (ed.) SPIEVol, 1810, 749 (1992)
7) C.Fotakis, to appear in Optics and Photonics News, May 1995
8) OLE Opto & Laser Europe, No.18, p. 8 (1995)
9) D.Basting Lambda Highlights No.47 May 1995
10) C.Martin, L.John “Laser Cleaning in Conservation” PUBLISHER: Butterworth Heinemann, 1997 (http://www.buildingconservation.com/articles/laser/ laser.htm)
11) Asmus, JF, Seracini, M and Zetler, MJ, Surface morphology of laser-cleaned stone, Lithoclastia,1(1976) pp23-45.
12) Verges-Belmin, V, Pichot, C and Orial,G, Elimination des croutes noires sur marbre et craie ; a quel niveau arreter le nettoyage? Conservation of Stone and other Materials, Thiel, MJ (ed), Proceedings of the International RILEM/UNESCO Congress, Paris 29 June-1 July 1993 pp534-541.
13) Cooper, MI, Emmony, DC and Larson, JH, Characteri-sation of laser cleaning of limestone, Optics and Laser Technology, 27 (1)(1995)pp69-73.
14) Cooper, MI and Larson JH, The use of laser cleaning to preserve patina on marble sculpture, The Conservator, 20 (1996).
15) Wilson, J and Hawkes, JFB, Optoelectronics : An Introduction, Prentice-Hall International(1983) pp254-261.
16) Tam, AC, Leung, WP, Zapka, W and Ziemlich, W, Laser-cleaning techniques for removal of surface particulates, Journal of Applied Physics, 71(7)(1992) pp3515-3523.
17) Rodroguez-Navarro Carlos etal:Lasercleaning of stone materials : an overvier of current research, Reviews in conservation, No. 4, 65-82
18) Sabatini Giuseppe, Giamello Marco, Pini Roberto, Siano Salvatore, and Salimbeni Renzo, Lasercleaning method-ologies for stone facades and monuments :laboratory analyses on lithotypes of Siena architecture, Journal ofcultural heritage, No.1,9-19
19) TOBUNKENNEWS No.12 2003年 3月31日 東京文化財 研究所発行
20) 早川典子、山本記子「彩色漆喰上の汚れ除去に関する試み」、保存科学 N0.44 ppl35-140 (2005)
21) J.S.Eoley, Metal Einishing (May,1992), 48
22) Industrial Laser Review (April,1996), 6
23) 佐藤俊一、清水幸喜、惣万芳人 OPTRONICS (1996) No.7
24) 小長井主税、佐野雄二、日塔光一、桑子彰 IEEJ Trans. EIS、Vol.l23、No.2、2003
25) 日塔光一、山口恭志、田村俊幸、福島正、松林義和、松井政雄、火力原子力発電 Vol.50、No.6 pp711-716 (Jun. 1999)
26) S.K.フリードランダー、”エアロゾルの科学” 早川一也、芳住邦雄訳産業図書
27) ウィリアムC.ハインズ、”エアロゾルテクノロジー” 早川一也訳(株)井上書院
28) A.C.Tam, W.P.Leung, W.Zapka, W.Ziemlich, J. Appl. Phys. 71(7),1 April 1992
29) Y.F.Lu, Y.Aoyagi, M.Takai, S.Namba, Jpn. J. Appl. Phys. Vol.33 (1994) pp.7138-7143
30) Y.F.Lu, W.D.Song, B.S.Lukyanchuk, M.H.Hong, W.Y.Zheng, Mat. Res. Symp. Vol.617 2000 Materials Research Society
31) Y.F.Lu, Y.Aoyagi, Jpn. J. Appl. Phys. Vol.33 (1994) PP.L430-L433
32) B.S.Lukyanchuk, Y.W.Zheng, Y.F.Lu, RIKEN Review No.43 (Jan. 2002): Focused on 2nd International Symposium on Laser Precision Microfabrication (LPM2001)
33) 宮野廣、佐々木則夫、須藤亮、”原子力におけるレーザ一応用技術開発” 東芝レビュー Vol.55No.10 (2000)
34) 鈴木美寿、原子力 eye Vol.44、No.10 (Oct.1998)
35) X.Zhou, K.Imasaki, H.Furukawa, H.Umino, K.Sakagishi, S.Nakai, C.Yamanaka, Surface Engineering Vol.17 No.5 (2001)
36) K.L.Mittal “Surface Contamination and Cleaning, Vol.1” (2003) ISBN : 9067643769
37) 日塔光一、深澤拓司、田村俊幸、松林義和、山口恭志、日本原子力学会「1997秋の大会」予稿J68
38) K.Nittoh, T.Fukasawa, T.Tamura, M.Matsui, Y.Matsub- ayashi, K.Motoyoshi and Y.Yamaguchi, 5th International Nuclear Conference on Recycling, Condition and Disposal, RECOD98Vol.l, pp243-250 (Oct.1998)
39) Eric C.Crivella, Joyce Freiwald, David A.Freiwald, “Laser Surface Cleaning” 1996 Conference Proceedings, Industry Partnerships to Deploy Environmental Technology (http://www.netl.doe.gov/publications/proceedings/ 96/96em/em96_toc.html)
40) 特許出願公告平1-45039 (優先権主張US368075)
41) T.Fukushima, and K.Nittoh, Proceeding of 1998 JFIF International Conference on Water Chemistry in Nuclear power Plant, pp.610 (1998)
42) N.S.Cannon, and D.J.Flesher, presented at LASERS ’93 (Dec. 1993 Lake Tahoe)
43) 鎌田博文、三森武男、立岩正明、杉本賢司、レーザー研究 24、182 (1996)
44) http://www.lasers.org.uk/Liv/applications.htm
45) 大橋克明、蘆立修一、黒澤潔、中根昌代、高田淳、岡崎幸基、芦部楠夫、小長井主税、本吉和仁、「レーザーア ブレーションによる鉄塔の錯・塗装除去効果の評価試験」平成11年電気学会全国大会No.1634 (1999)
46) 大橋克明、白川和臣、黒澤潔、湯浅広士、外川隆一、小長井主税、岡崎幸基、佐藤一、平成14年電気学会全国大会 No7009 (2002)
47) 内田裕、外川隆一、木村博信、小長井主税、佐藤一、松村憲秀、電気学会光・量子デバイス研究会資料OQD-02-12 (2002)
目次へ ∧
【参考製品】