
前節までに述べた共振器技術はレーザー媒質の種別を問わず適用される技術であるが,ビーム品質に対する媒質の熱影響が顕著な団体レーザーにおいては,その影響を軽減して高輝度化を図る独自の工夫がなされている(詳細については15章参照).本節では,高輝度化技術の観点からその内容を概観する.
20・4・1 ロッド形レーザーにおける熱誘起複屈折補償
一般的な円筒状Nd:YAGレーザーロッドは,光軸に平行した周囲から冷却がなされ,ロッド中心から周囲に向かって分布する温度分布T(r)が生じる.この温度分布により,媒質内には,その温度依存性に伴う屈折率分布Δn(r)Tが発生し,いわゆる熱レンズ効果を引き起こす.温度分布はさらに,媒質内の膨張量の違いから応力分布を生じさせる.応力分布はロッドの軸から外周に向かう方向と軸を周囲する方向,軸に平行な方向で異なる量となるので,光弾性効果を介して生じる屈折率変化の量も各方向に依存する(Δnr(r),Δnt(r),Δn(z)).一般にΔnr(r)≠Δnt(r)であるため複屈折を生じ,これらがΔn(r)Tに加わることにより,ロッド内を通過する光の偏光方向に依存して強さの異なる2種類の熱レンズが発生する.
これは,いわゆる二重焦点化(bifocusing)であり,共振器安定条件の狭窄化を招く.また共振器内部に,直線偏光化のための偏光板などを挿入した場合,それは偏光方向を規定するだけでなく複屈折フィルタの効果を生じる.Δnr(r)-Δnt(r)はrに依存して一定ではないため,ビーム断面全体で不均ーな損失となりビーム品質(M2値)の劣化をも伴う.ロッド形のNd:YAGレーザーにおいては,この熱誘起複屈折(thermally induced birefringence)を低減することが高輝度化における最重要課題である.この熱影響によりロッド形Nd:YAGレーザー内のTEM00モード半径は1.1mmより大きくなりえないという検討結果もある67).
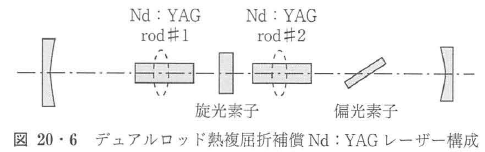
熱レンズ,熱複屈折効果の解析と低減方法についてはきわめて多くの研究報告がある.基本となるのは,偏光回転作用のある光学素子を用いて,ビーム断面内の偏光方向を回転させて2度ロッドを通過させることにより,位相差の合計を断面全体で均等にすることである.その代表的な方法は,二つの等価なNd:YAGレーザーロッドの聞に90°回転のローテータを挿入することである(図20・6)68).
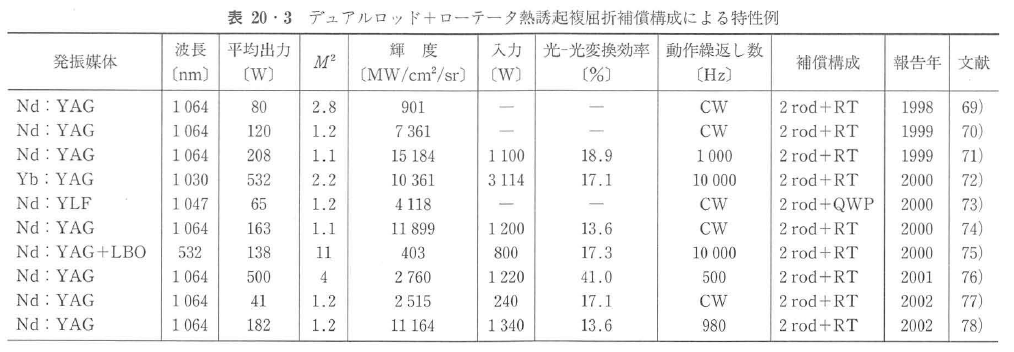
この方法による高輝度光発生の報告例(各機関からの代表的な内容)を表20・3に示す69)~78).輝度は,各文献内の特性から平均出力÷(M2・λ)2 [MW/cm2/sr]にて評価した.またM2値が2次元で与えられている場合は,その2乗平均値を示した.
二つのロッドを用いずに,一つのレーザーロッド構成において450°回転のファラデー素子を挿入しても同様の効果が得られるが79),ファラデー素子自体の光吸収による問題が指摘されている80)81).また,ファラデー素子でなく1/4波長板を婦人したり82)83),一軸性の複屈折結晶を用いる方法84),高反射鏡としてポロプリズムを用いる方法85),ポッケルス素子を利用する方法86).径方向・周囲方向の各偏光成分の焦点距離の差を利用して,ハードアパーチャにより片側の回折損失を高めて一方のみを取り出す方法も報告きれている87).
熱レンズの屈折力は,励起入力により変化するのでTEM00モード発振の動作領域を狭める.この補正のため,ロッド端面を凹面形とする方法は古くから用いられている88)89).励起入力に応じてアダプティブに補正する方法としては,共振器内のテレスコープ挿入90),曲率半径が変化する鏡(variable radius mirror)の利用91),発熱量の増加に伴い凹レンズの作用を強める補正素子を共振器内に挿入してバランスさせる方法,などがある92)~94).
20・4・2 励起形状,媒質形状の工夫
無料ユーザー登録
登録することで3000以上ある記事全てを無料でご覧頂けます。
- @optipedia.info ドメインより登録の手続きを行うためのメールをお送りします。受信拒否設定をされている場合は、あらかじめ解除をお願いします。
- Gmailをお使いの方でメールが届かない場合は、Google Drive、Gmail、Googleフォトで保存容量が上限に達しているとメールの受信ができなくなります。空き容量をご確認ください。