
プラスチックのレーザ溶接
プラスチックをレーザ溶接する際の考察事項について説明する。
産業用レーザは、エンジニアリングプラスチックの多数の市場にわたる多様な加工に使われている。レーザマーキング、切断、溶接など、一般的な加工のいくつかの例を、図 1に示した。レーザプラスチック溶接の利用でよく知られる市場分野には、自動車や医療機器などがある。
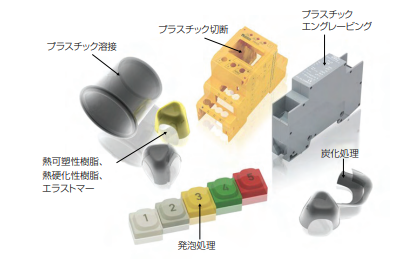
図1 プラスチックのレーザ加工
プラスチックをレーザ溶接する理由
レーザ溶接は従来の接触加工と比べて、プラスチックに対する重要な利点がある。レーザ溶接は、通常は部品が重ねられた境界部分を加工点とする非接触加工であるため、溶接領域はカプセル化される。これによって、美しい外観の溶接部が得られる。溶接部は殺菌され、溶接される部品の表面が汚染されることはない。既に互いに接触している部品同士を、その外側表面に影響を与えることなく、トップダウン式に溶接できるというのは、少し直観に反しているように思われる。超音波やホットスタンピングなどの従来型のプラスチック溶接方法では、部品の外側表面との接触が不可避である。非接触のレーザプラスチック溶接は、接合されるポリマー鎖においてレーザ光が、部分的に透過、反射、散乱、吸収する原理に基づいている。プラスチックとレーザの光学特性を慎重に選択することにより、材料を一緒に溶融して融合するための十分な熱が、対象箇所に生成される。
レーザ溶接プロセスの設計は、製品開発の初期の段階で確立しておく必要がある。レーザ溶接プロセスを、元々レーザ溶接用に設計されたものではない、既に設計済みのプラスチック製品に後から組み込んでも、適切に動作する場合もある。しかし、レーザ製造原理を考慮した設計をプラスチック製品開発の初期段階で採用することは、製造可能性の問題が後で発生する確率の大幅な低下につながる。
設計時の考察事項
プラスチック製品は、機械特性、形状特性、熱特性、光学特性などの性質を持つ(図 2)。基本的には、プラスチックアセンブリがレーザ溶接可能かどうかは、以下の項目によって大まかに判断することができる。
1. 選択した材料に適合性はあるか。適合性とは、溶接する両方のプラスチック部品の融解温度、化学/機械/形状/光学特性の適合性である。
2. レーザビームは上層材料を効率的に透過して、接合境界に到達するか。また、下層材料はレーザビームを吸収して必要な箇所に熱を生成するか。
3. 溶接中に部品を適切な位置関係に保ち、加圧力を制御することができるか。部品の形状は、部品の間に隙間を設けることなく、部品を適切にフィットアップさせることができるようになっているか。
4. 部品の形状を考慮して効果的な形で熱を分配及び制御するように、レーザビームを供給できるか。
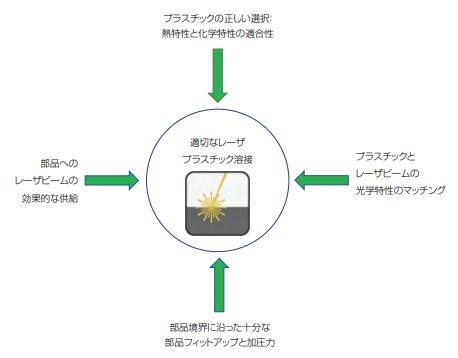
図2 レーザプラスチック溶接の設計時考察事項。
熱特性と化学特性の適合性
プラスチックは、金属よりもはるかに低い温度で溶融・分解する。エンジニアリングプラスチックの一般的な融解温度は、約250℃である。これよりも融解温度がはるかに高いプラスチックもあり、例えば、ポリエーテルエーテルケトン(PEEK)は350〜400℃である。融解温度が近ければ、溶融池が混合しやすく、再凝固時の機械的強度が向上する。特定の組み合わせのプラスチックは融解温度が比較的近く、プラスチック溶接に適している。プラスチックの化学組成も、影響因子の1つである。例えば、同じポリエチレン(PE)でも、高密度ポリエチレン(HDPE)はポリプロピレン(PP)にうまく溶接できないが、低密度ポリエチレン(LDPE)はPPに溶接できる。材料の組み合わせに対しては、注意深い検討が必要である。
光学特性のマッチング
材料加工用のレーザは一般的に、単一波長または非常に狭い波長帯域幅のコヒーレントで集束可能な光線を出力する。プラスチック溶接には、800nm〜2μmの近赤外及び赤外波長が最も広く使われている。これらの波長は、人間の目に見える波長よりも長い。例えば、可視域の緑色は532nmで、赤色は635nmである。800〜2000nmの波長を使用するには、溶接するプラスチックがこの波長範囲において、ある程度の透過率と反射率を持つ必要がある。
プラスチックは、ある程度は半結晶構造で、非晶質相と結晶化相を持つ。プラスチック内の非晶質相と結晶化相の屈折率の違いにより、レーザビームを当てると、必要な透過と吸収に加えて、光の散乱と反射が生じる。これはその影響の度合いに応じて、レーザ溶接に有効となる場合もあれば、障害となる場合もある。これらの性質の組み合わせを設計することにより、レーザビームが上層のプラスチック部品を透過して、下層のプラスチック部品に吸収されるようにすることができる(図 3)。ポリマーの製造時に、レーザ光を吸収するようにマスターバッチに添加剤が加えられる場合がある。添加剤が対象製品において許容されるかどうか、例えば、医療機器用のプラスチックである場合は、FDAの認可が得られるかどうかを、設計段階で慎重に考察する必要がある。
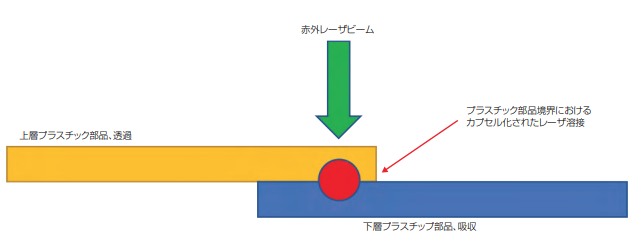
図3 プラスチック溶接における理想的な光の透過と吸収。
(もっと読む場合は出典元へ)
出典元
http://ex-press.jp/wp-content/uploads/2022/05/024-026_ilsft_welding_plastics.pdf