
レーザ微細加工に向けた、ガルバノスキャナMHzスケール繰り返しレート達成
アブレーション効率を最大化し正しいピークフルエンスを選択することで、高スループットと高品質レーザ加工工程の両方が可能になる。
極めて精密な加工能力がある超短パルス(USP: 超高速とも言う)レーザが利用できるようになって、レーザ微細加工能力が拡大した。しかし、USP利用で高スループットと高品質レーザ加工の最適化となると、新たな要素を考慮に入れなければならない。まず、アブレーション効率、すなわち分当たり、ワットあたりの立方ミリメートルに固有の除去速度のことであるが、この効率が最大化されなければならない。特に、良好な表面品質を達成するには、ピークフルエンスが正しく選択される必要がある。
パルスエネルギーとスポットサイズ増加
時間当たりの体積という観点からアブレーションを増大させる素朴なアプローチなら、単純に平均パワーを増やせばよい。しかし最高の加工品質を保つには、平均パワーは、レーザパルス繰り返しレートとともに増やさなければならない、つまりアブレーションエリアが最適ポイントでレーザピークフルエンスを維持していなければならない。さらに、良好な加工品質は、パルスとパルスとの距離、つまりピッチが
1/2 ~ 1スポット半径の範囲になければならない、言い換えると1パルスが約75%重なっていなければならない。所定のピッチpと1スポットw0ではオーバーラップ oは、次のように表される。

現在利用できるUSPレーザシステムでパルス繰り返しレートの動作範囲は、1ケタメガヘルツの範囲にある。結果として、適切なパルスオーバーラップを維持するには超高速スキャン速度が必要になる。図1は、スポット半径w0=6μmと繰り返しレート最大frep=10MHzに対して計算したスキャニング速度を示している。
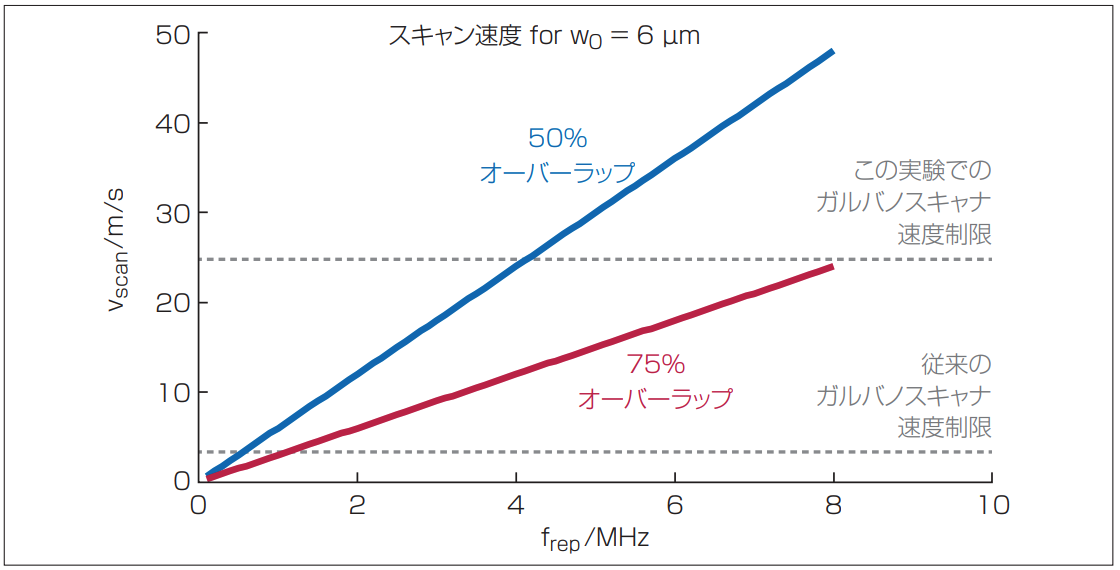
図1 ガルバノスキャナの速度正弦波、様々な状況で示される。
テストセットアップと最初の成果
使用したレーザシステムは、米ルーメンタム社(旧Time-Bandwidth Products)のモデルFuegoで、パルス幅は10ps。レーザからの光は、円偏向を生成するλ/4波長板を通り、4つのミラーでスキャナ開口部に導かれる。スキャナ前面にビームエクスパンダが導入されている。
実験は、532nm第2高調波(SHG)波長で行われた、焦点距離100mmの対物レンズを使用。その結果、スポット半径w0は6.2μm、ビーム品質M2は1.1以上だった(これらの値の両方ともスキャニングスリットビームプロファイラで計測した)。
新スキャナシステムの精度テストでは、研磨シリコンウエハをサンプル材料として使用した。アブレーションプロセスのスケールアップは、しきい値フルエンス0.064J/cm2の研磨したステンレス鋼 1.4301(U.S., AISI 304)で行い、結果は0.47J/cm2最適レーザピークフルエンスだった。アブレーション実験は、このピークフルエンスで行われた。
実験で使用したガルバノスキャナシステムは、独スキャンラボ社(SCANLAB)のintelliSCANseである。クローズドループ・デジタル比例積分・微分(PID)制御アーキテクチュアでは、2つのスキャニング軸のための2つのガルバノモータのミラー位置は、同社特許のスキューエラー(SE)技術をベースにした光学デジタルエンコーダが提供する位置情報を使って制御される。デジタルエンコーダの利用により、位置角度スケールの直線性が改善される。これは、スキャニングパスに沿ったレーザパルスの分布均一性にとって不可欠である。
ガルバノメータスキャナの軸端に取り付けたディスクスケールに頼る一般的な角度位置エンコーダと違い、スキューエラー(SE)エンコーダは光ビームを偏向させる小型ミラーを備えている。スキャナの軸が回転している間、光ビームは静止スケールでスキャンされている。このエンコーダ設計によって可能になる低慣性と高い信号品質から恩恵を受けてガルバノスキャナは、たとえガルバノ技術で可能な通常の速度範囲を超える高速スキャンでも、動的性能と精度を維持する。
一般にクローズドループPID位置制御パラメータは、ガルバノスキャナの予期される動力学に調整されなければならない。クローズドループPID位置制御の不安定な挙動を回避するには、スキャナ動作の動力学(帯域)と最大速度の間にトレードオフがある。
(もっと読む場合は出典元へ)
出典元
https://ex-press.jp/wp-content/uploads/2017/03/ft2_laser_application.pdf