
深紫外(DUV)レーザによる微細加工技術開発
近年、電子部品やプリント回路基板等の小型化、高機能化が進展しており、穴加工を代表とした超精密加工の更なる微細化、高品質化のニーズが高まっている。そのようなニーズに対応可能な手法として、短パルス、短波長のレーザを用いた加工方法が注目されている。ピコ秒のような短パルスレーザを用いることで、熱影響のないアブレーション加工が可能であり、高精度かつ高品質な加工が実現できる。さらに、短波長のレーザを用いるとレーザ集光径を小さくすることができるため、より微細な加工が可能である。現在、微細加工用短パルスレーザとして、YAGレーザ(波長1064nm)をはじめとして、YAG第二高調波(波長532nm)であるグリーンレーザ、及びYAG第三高調波(波長355nm)であるUVレーザなどが広く普及している。一方で、第四高調波(波長266nm)である深紫外(Deep Ultra Violet の頭文字をとり、DUV)レーザは、その取扱いの難しさから普及が進んでおらず、微細加工システムとしての実績は少ない(1)。しかし、短波長であることから、照射位置でのレーザ集光径を小さくすることができるため穴加工の更なる微細化が期待でき、加えて、種々の材料に対する高い吸収率と高い光エネルギーを有することから、従来では加工困難であった材料にも適用が期待できる。
三菱重工工作機械では既に、ピコ秒グリーンレーザを搭載した微細レーザ加工機“ABLASER”を市場投入しているが(2)、加工穴の更なる微細化、高品質化を目的として、ピコ秒DUVレーザを採用した光学系と加工技術を開発した。本稿ではピコ秒DUVレーザの基本的な加工特性を明らかにするとともに、DUVレーザを適用したABLASERでの超微細加工事例を紹介する。
DUVレーザ光学系の特徴と加工特性
・DUVレーザ集光光学系の特徴
微細レーザ加工においては、加工対象物の表面にレーザ光を集光して照射し、その光エネルギーの作用によって照射面の材料除去を行う。このとき、照射するレーザ光の集光径が小さいほど、加工の微細度を向上できる。集光径を小さくするには、短波長レーザを使用する、集光前のビーム径を太くする、焦点距離を短縮する手段が考えられる。ところが、レーザ光波長が紫外領域になるとガラス材料に対する吸収率が高くなるため、レンズなど光学素子材料への負担を軽減する必要がある。一方、残りの手段では集光角度が大きくなるため加工穴の出入口径差が付きやすく、また焦点深度も浅くなるため、得られる加工穴形状に限界がある。今回開発した集光光学系は、レーザ光に短波長域のDUVレーザを採用するため、事前に光学素子に使用するガラスのDUVレーザ光に対する耐性試験を行い、最適なガラス材料を選択するとともに、レーザ照射密度を適切に設定することでレンズの耐久性を確保した。さらに焦点距離とレンズ形状を最適化することで、微小な集光径としながらも集光角度を極小に抑え、長焦点深度を実現した。
・種々の材料に対するDUVレーザ光の加工レート調査
種々の材料に対するDUVレーザ光及びグリーンレーザ光(波長515nm)の加工レートを求め、その特性を比較、評価した。単結晶シリコンカーバイド(SiC)ウエハ、ホウケイ酸ガラス、ポリエチレンテレフタレート(PET)及びステンレスに対して、集光させたレーザ光を1パルスだけ照射し、形成された加工穴の深さを計測した。加工後の穴断面形状はクレータ状になるため、穴中心の最大深さを計測している。パルスエネルギーを変更しながら加工・計測を実施することで、各材料の加工レートを求めた。試験結果を図1に示す。グラフの縦軸は加工深さ、横軸は、照射したレーザ光のエネルギー密度である。レーザ光のエネルギー分布は照射範囲内で均一でないため、密度算出時はビーム中心付近のエネルギーの値を使用している。
DUVとグリーンレーザ光の加工レートを比較したところ、加工した全ての材料でDUVレーザ光の加工レートのほうが大きい結果となった。特に、グリーンレーザ光では加工レートが低く、微細加工が困難であるSiC及びホウケイ酸ガラスに対しても、DUVレーザ光では十分な加工レートを確認でき、高品質な加工が期待できる。
以上の結果より、数種の材料においてグリーンレーザ光に対するDUVレーザの優位性を示すことができた。また、各材料に対し必要な加工深さを得るための最適な出射パルス数が推測でき、加工品質の向上と能率の最適化が可能である。
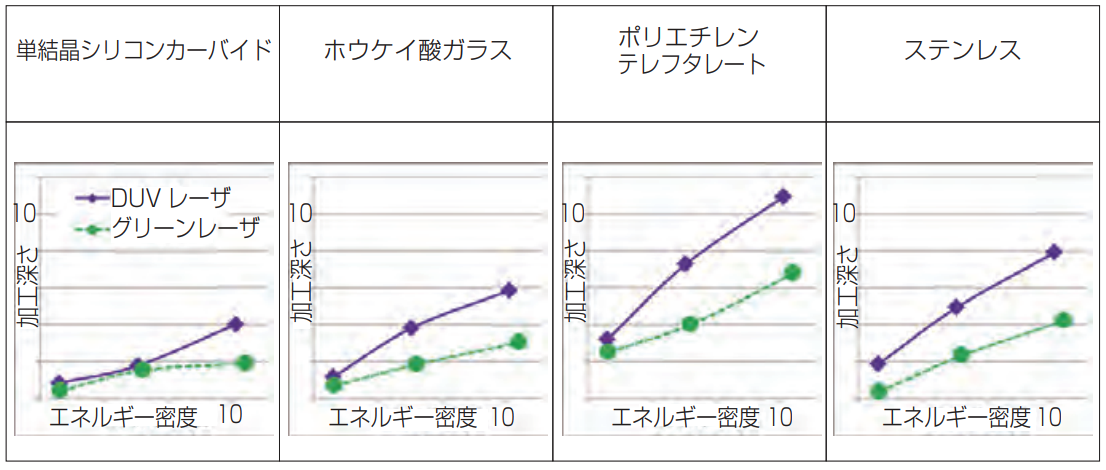
図1 DUV及びグリーンレーザ光のエネルギー密度に対する各材料の加工深さ縦軸および横軸には正規化した数値を使用、全グラフで尺度は統一。
(もっと読む場合は出典元へ)
出典元
https://ex-press.jp/wp-content/uploads/2016/11/LFWJ1611tr.pdf