
先端製造技術が光コンポーネントに恩恵をもたらす
ファイバレンズ技術、エンドキャップ技術、テーパ、多芯ファイバファンアウト、ファイバコンバイナ、モードフィールドアダプタ、オーバークラッディングは、すべて光ファイバの新しい多様な加工技術の恩恵を受けている。
光ファイバ加工技術と特殊ファイバ分野の新たな研究の継続的進歩が新しい世代の光コンポーネント実現に寄与してきた。超精密ガラス加工プラットフォームの出現で、光ファイバコンポーネント分野は、独立したアカデミックな研究室の領域から解放されて、特殊的あるいは汎用的能力を持つ市販の機械を利用できるようになった。
今では、特殊用途の工作機械が利用できるようになっており、これらはボールレンズ作製あるいはCO2レーザを使ってファイバを削磨してアキシコンレンズを作製する特殊目的に使える。また、汎用機が開発されており、これによって同種ファイバや異種ファイバの融着接続、レンズ形成、テーパリング、ファイバコンバイナの作製、まだ公開されていないようなコンポーネント加工など、複数の作業を行うことができる。
このような新時代の装置が開発されていなかったら、これらのコンポーネントの量産にはまだ多くの難題が残っていると考えるべきだろう。この分野には広い範囲のコンポーネントがたくさんあるが、ここでは次のファイバコンポーネント技術に限定する。ファイバレンズ技術、エンドキャップ技術、テーパ、ファイバコンバイナ、モードフィールドアダプタとオーバークラッディング。
レンズ作製技術
現在の技術は、光ファイバから多くのレンズ形状を作製することができる。例えば、アキシコンレンズはレーザやLEDをチップレベルでファイバと結合する際の効率向上に使用されるが、一方ボールレンズは医療分野でガンの発見や腎臓結石破壊に使用される。
アキシコンレンズは一般に、特殊研磨加工でファイバ先端を研磨するか、CO2レーザを用いてファイバ端を破壊して円錐形状のクラッド材料を除去するかのいずれかの方法で作製する(図1)。これによってファイバ端の特性が変わり、コアが露出すると、コアは今度はクラッド材料ではなく空気に囲まれることになる。空気とガラスとの屈折率差は、コアとクラッドの屈折率差とは大きく異なる。また、円錐形状とすることでファイバ先端がレンズ効果を持つようになり、LEDやレーザダイオードからファイバへの集光が強まる。
ファイバ端をアキシコンに加工する研磨プロセスは、効果的ではあるが、非常に大きな労働力を要する。研磨材料が相対的に大量のクラッド材料を除去する間、ファイバを精密角度で保持して回転させなければならない。比較すると、アキシコンレンズの製造は高度に自動化されたシステムで行うことができるが、一般にレーザを使ったレンズ作製に必要な時間よりも設置と取り外しにかかる時間が長い。アキシコンレンズの両方の製法から得られるコンポーネントの外見も性能も極めて似通っている。
一方、テーパアキシコンはファイバが先鋭になるまで加熱と線引きにより作製する。レンズの円錐形状の角度はそれほど急峻ではないが、その光学性能は他の2つの製造技術を利用したものとほぼ正確に一致している。このデザイン独特の差は、ファイバコアがクラッドと同時に線引きされることにある。この点が、コアサイズが変化しない他の技術との違いである。とは言え、コア径の縮小はビーム品質に全く影響を与えないようである。理由は、先端での光はクラッド・空気界面によって導波されるからである。この技術のメリットは、通常市場にあるどんな特殊スプライサでも製造可能であることであり、したがって非常にコスト効果が高い工程で製造できる。
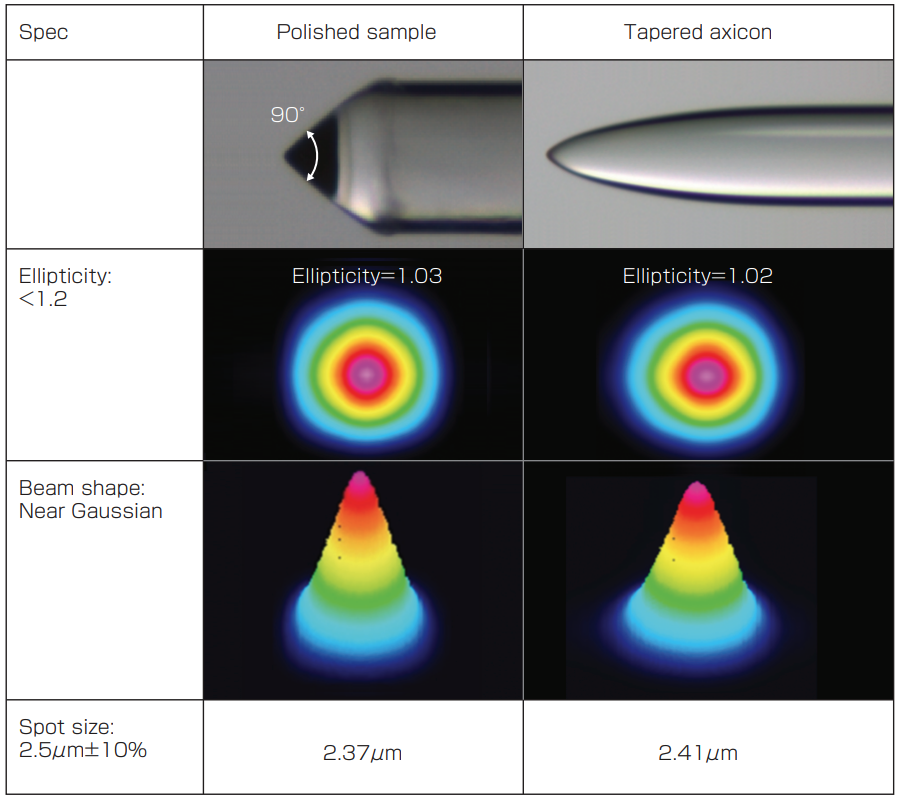
図1 研磨したアキシコン(中央)とテーパアキシコン(右)を示している。併せて楕円率とビーム形状も示している(研磨アキシコンはOz Optics、テーパアキシコンはAFL提供)。
(もっと読む場合は出典元へ)
出典元
https://ex-press.jp/wp-content/uploads/2015/03/LFWJ1503_feature_Comonents_for_Fiber_Optics.pdf