
レーザ加工用対物レンズがハイパワーレーザで高い熱安定性を示す
熱特性、光学特性および加工能力増強シミュレーションによって、熱による焦点ズレ、ビーム品質劣化の最小化を特徴とする、ハイパワーレーザ対物レンズ製造の最適アプローチが明らかになった。
波長域1030〜1070nmで発光する最新のハイパワー連続波(CW)ディスクレーザおよびファイバレーザは、多くの高度な加工向けにマルチキロワットのエネルギーを提供できるようになっている。これらのレーザの小さなスポットサイズ、高強度によって高速材料加工が可能になる。このような高効率加工は、エネルギーに左右された焦点ズレなど、システムのオプティクスの性能変化に非常に影響を受けやすい。
熱レンズ効果の影響
高いビーム品質(M2<1.5)のハイパワーレーザの焦点合わせは、光学システムに密接な関連をもっている。たとえシステム中の1個の光学素子によるビームの吸収でも、ビームフォーカス位置の熱によるズレに影響する。
焦点ズレそのものの悪影響に加えて、ビーム品質自体も劣化する(1)。最新モデルは、そのようなレンズシステムの熱挙動をシミュレートすることができる。モデル計算(図1)は、焦点レンズによる光吸収によってレーザビームのM2が1.2から3.4に増加することを示している。この増加は、レンズの位相プロファイルが吸収に誘発されて変化することで生ずる高次の波面歪の結果であり、これは温度の関数として屈折率の変化(dn/dT)が原因である。このような温度を誘因とする焦点ズレを回避する方法は、以前からある焦点調整機構に付加することができ、スキャニングおよび高速アプリケーションではよく用いられている。
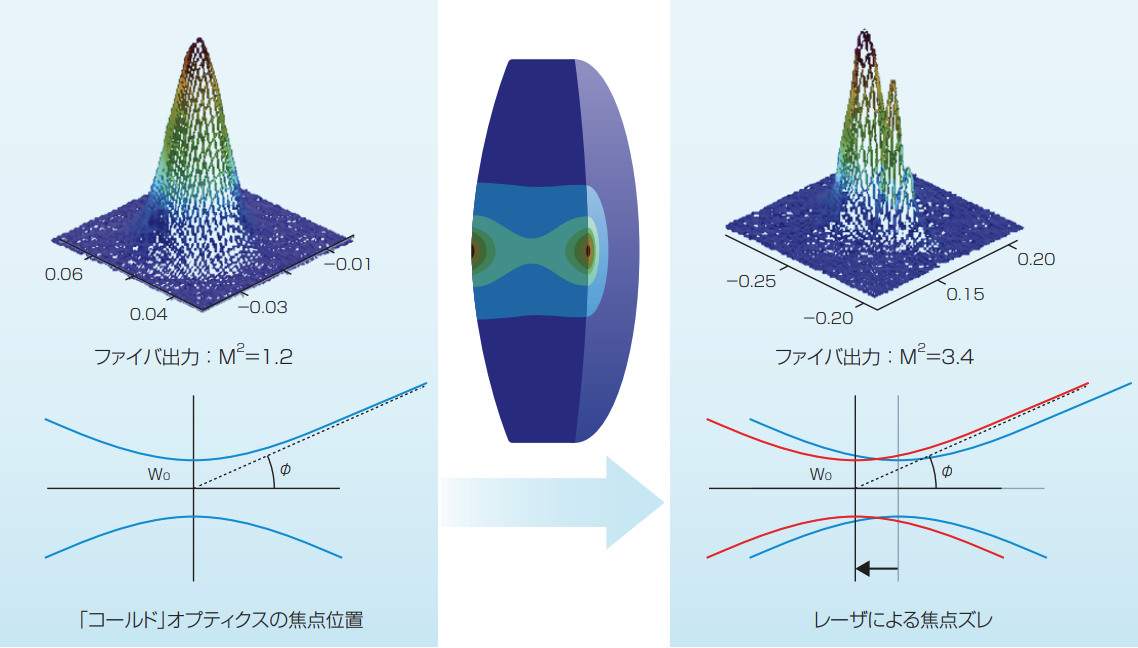
図1 熱レンズ効果の焦点ズレへの影響とモデル化されたビームプロファイルを示している。熱による焦点ズレがある場合のビーム品質M2、ない場合のM2は、それぞれ3.4と1.2。
製造改善による吸収の低下
焦点ズレを最小に抑えるために考察されたアプローチは、レンズの光吸収をさらに減らすこと、レンズ内とその表面の両方で吸収を減らすことである。この線に沿って、適切な光学材料の評価と特定を行う広範なテストプログラムがイエナオプティック社(Jenoptik)で行われた。テストした光学材料(石英ガラスおよび様々な種類の光学ガラスを含む)は、1030nmと1070nmの波長範囲で最も低い吸収係数を示すように選択された。
テストセットコンポーネントを評価するために、多様な吸収計測法を用い、比較した。基準法は、イエナのフォトニック技術研究所(IPHT)が開発したレーザ誘起偏位(LID)法で、この方法ではハイパワーポンプビームにより熱的摂動とローパワープローブビームを生成してコンポーネントを計測する(2)。
(もっと読む場合は出典元へ)
出典元
https://ex-press.jp/wp-content/uploads/2014/02/PA-LFWJ1401.pdf