
ファイバレーザの性能を改善する能動ファイバと受動ファイバの整合接続
能動ファイバと受動ファイバを注意深く整合接続して、ファイバレーザ性能をキロワット出力レベルに改善した。迷光を最小に抑え、低損失と熱管理に優れた再現性のある融着接続を可能にして、単一モードの高出力動作を実現した。
本稿は2 本のファイバを十分なアラインメント精度で融着接続するいくつかの方法を概説し、そのような整合状態のファイバを製作するときの測定の役割の重要性について議論する。また、ファイバを整合接続すると、どのようにしてレーザの全体性能が改善され、高出力のビーム品質が得られるかを明らかにする。最後に、能動ファイバと受動ファイバの整合状態の計測工学とその結果を示し、ファイバ整合に必要となる重要な測定について述べる。
ファイバ技術の進歩は高出力レベルで動作するファイバレーザに対して重要な役割を果たす。これらのファイバの多くは二重クラッドファイバの幾何学配置からなり、断面が八角形の内部クラッドを使用してポンプ光を吸収する(図1)。最近のファイバ技術の改良には光黒化を回避するためのガラス組成の最適化と、ポンプ光の導波路を形成する二重クラッドファイバに用いる低屈折率高分子被覆の改良が含まれている。
これらの改善によって、1kWの出力レベルで信頼性よく動作し、単一モードのビーム品質を備え、産業用レーザの標準寿命を満足する二重クラッドファイバが市販されるようになった。最近の課題はこれらの性能をマルチキロワットレベルで維持することにある。
標準的なキロワットレベルのファイバレーザの動作は、多数の半導体レーザを用いてポンプするラージモードエリア(LMA)Ybドープ二重クラッドファイバと、回折格子レーザ発振器またはマスタ発振器パワー増幅器(MOPA)のアーキテクチャに基づいている。いずれの場合も、能動ファイバ(Ybドープ)と受動ファイバが融着接続され、さらにファイバ部品(回折格子、光結合器、配送用の受動ファイバ)とカスケード接続されて一体構造になる。業界標準のYbドープLMAファイバは20/400設計にもとづいて、直径20μmの低NA(一般に0.065)コアと直径400μmの内部クラッドがポンプ導波路を形成する。
ファイバレーザの課題はシステムの信頼性を維持し、出力ビーム品質の劣化を起こさずに、ファイバと部品の連鎖をマルチキロワットの出力レベルで機能させることであった。とくに、LMAコアは高次モードが伝搬するため、1kW 以上の高出力レベルではビーム品質が劣化しやすいと報告されていた。
高出力の信頼性と再現性を実現するために、ファイバレーザ内部のファイバ部品は前世代のLMAファイバ技術の許容範囲を超えた注意深い整合接続が必要になる。われわれは能動ファイバと受動ファイバのすべての連鎖を正しく選択し、注意深く接続して、市販の最新世代の二重クラッドファイバから2kWの出力パワーが得られ、単一モードのビーム品質が維持されることを実証した。
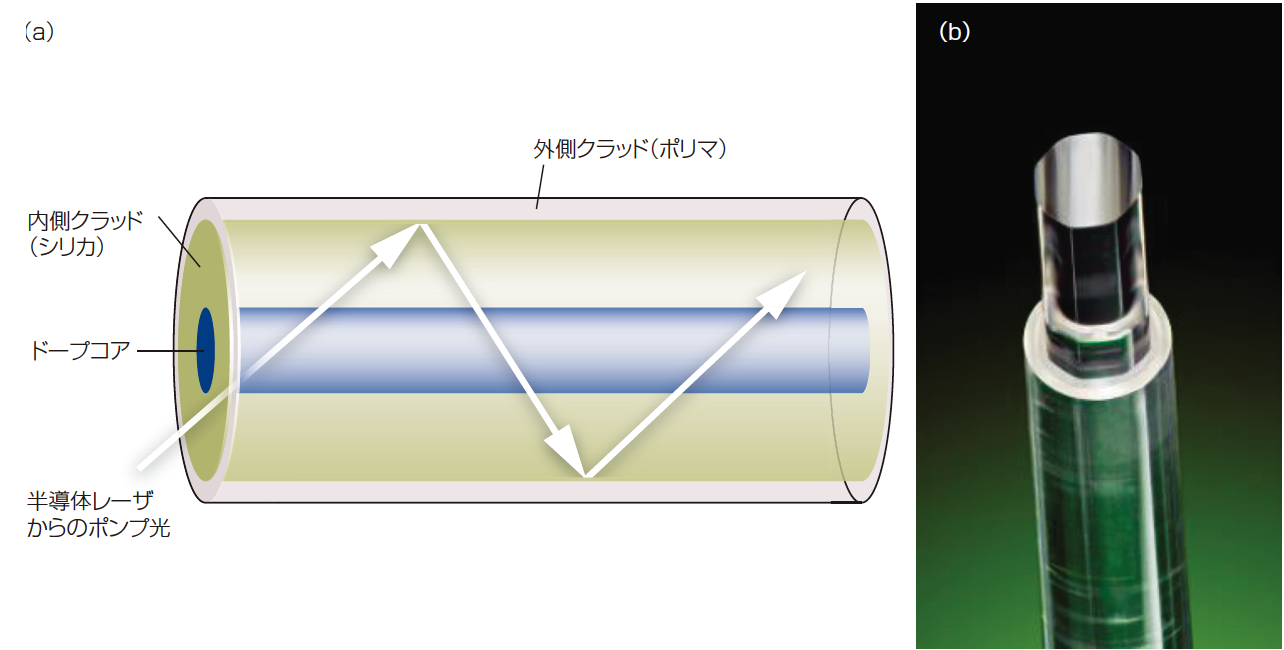
図1 光ファイバの多くは二重クラッドファイバの幾何学形状にもとづいて(a)、その八角形状の側クラッドがポンプ光の吸収を増強している(b)。
能動と受動ファイバの整合接続
二重クラッドファイバは信号用のYbドープコア導波路とポンプ用の内側クラッド導波路から構成される。能動ファイバの内側クラッドは、一般にクラッドモードが混合され、ドープコア内のポンプ光の重畳が増えるように形成される。
能動ファイバと受動ファイバの接続を整合して信号の完全性を改善するには、コア/クラッドの同心性の向上と、融着接続損失を減らすためのコア直径とNAによるモード場直径(MFD)の最適化が必要になる。このことは関連するすべてのファイバの仕様を厳密化することで可能になる。
ポンプ光の結合を改善するためのファイバの整合接続は、受動ファイバと能動ファイバのクラッド直径の最適化が必要になる。能動ファイバに結合するポンプパワー量を最大化するために、能動ファイバはそのクラッド直径がポンプパワーを供給する受動ファイバよりもわずかに大きくなるように設計される。その1例として、395μmのクラッド直径をもつ受動ファイバと400μmのクラッド直径をもつ八角形状の能動ファイバを融着接続して能動ファイバへの結合を改善した例を示す(図2)。受動ファイバは能動ファイバとの接続点においてクラッド直径が増加していることに注目して欲しい。
能動ファイバと受動ファイバの整合接続はいくつかの方法で最適化される。最初の方法はそれぞれのファイバのNAとコア直径を等しくして信号伝送光を整合した。しかし、この方法は屈折率分布形状をまったく考慮しなかった。MFDを整合してファイバの信号伝送を整合する方法も利用された。
われわれは3つの部品、つまり能動ファイバ、受動ファイバ、ファイバ部品のすべてを整合接続し、それらの組み合わせを最適化して、高出力の増幅器とレーザを構成する方法を開発した。
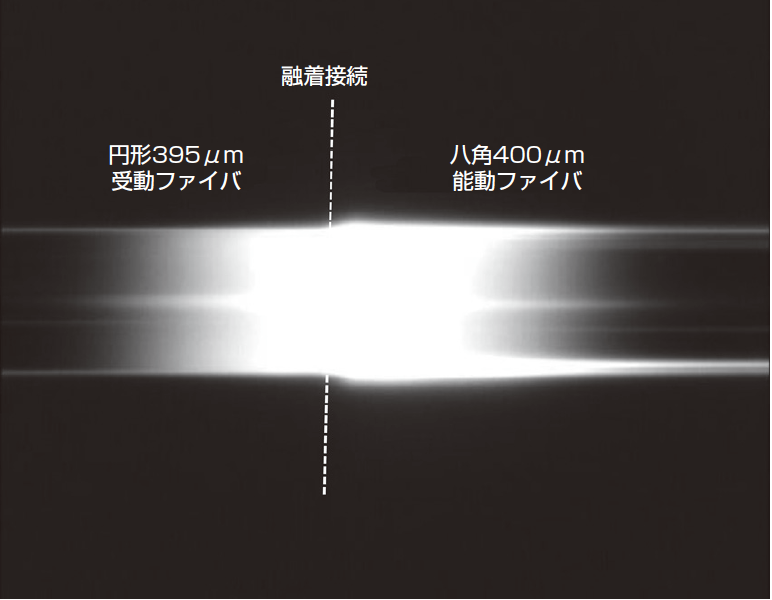
図2 395μm のクラッド直径をもつ受動ファイバが400μmのクラッド直径をもつ能動八角形状ファイバと融着接続され、能動ファイバへのポンプパワーの結合が改善されている。
(もっと読む場合は出典元へ)
出典元
https://ex-press.jp/wp-content/uploads/2012/03/201203_0030feature01.pdf