
計測技術者を試すナノスケールの測定
ハイブリッド計測法は、ナノスケールの研究開発と製造を成功させるための重要要件である僅かサブナノメートルの測定の不確実性の限界寸法に到達する可能性のあるソリューションである。
ナノメートルサイズの物体の物理的性質とその結果として生じるナノメートルサイズの製品の品質はそれらの寸法に強く依存する。限界寸法(CD)の制御は、ナノスケールの作業の全体的成功にとって重要である。計測がプロセスと品質の両方を制御する鍵である。しかし、ナノ計測とは一体何なのか、マクロ、ミニ、マイクロスケールの計測法と何が違うのか?
現在のナノ計測法は、主として、最近10〜20年間の半導体技術開発において蓄積された知識に基づいている。半導体処理におけるCD計測は1990年代後期にナノテクノロジ時代に入ったが、130nmと90nmノード技術における研究では、計測法の品質評価にふさわしい測定基準としての精度に欠けるという結論が導かれた。
品質測定基準としての不確実性
半導体産業における研究と日々の実践を通して、測定の不確実性(MU)の他の要素も考慮しなければならないことが明らかになった(1)、(2)。特に二つの要素が注目された。すなわち、試料間の測定バイアス変動とサンプリングの不確実性である(3)、(4)。前者(試料に依存する系統的誤差)は、トップダウン、断面走査電子顕微鏡観察(SEM)、光学スキャテロメトリ(OCD)などの一般的に使用されているCD計測において重要になる。特別措置をとらなかった場合、限界寸法SEM(CD SEM)とOCDのバイアス変動は数nmを上回った(図1)(5)〜(7)。CD SEMのMUは様々な程度の測定量の複雑さによっても増大する(図2)。測定量は測定される物体の性質である。この例として、CD SEMの総測定の不確実性(TMU)をリソグラフィスキャナの焦点の変化による形状の変動の関数として示した。TMUは、IBM社によって定義されたナノメートル単位の評価基準であり、試験下の測定システム、この場合CD SEMの不確実性の余分な(精度を超える)要素を捕捉している(8)。基準測定(RM)システムはテスト下のシステムのTMU評価で必要になる。ここではCD原子間力顕微鏡(AFM)が信頼できる基準システムとして使用された。
また別の例では、RMシステムはCDの光学スキャテロメトリと公称40nm幅の多結晶シリコンラインの側壁角(SWA)測定におけるTMUの評価に使用された(図3)。TMU解析は、ボトムゲートCD測定のフリートMUが公称CDの約2%であることを示した。±4nmのプロセス許容度(T)の場合、TMU/T比は0.2になる。このレベルのMUはプロセス制御の観点から許容できる。
一般的経験則として、MUがプロセス許容度割り当てを占める割合は最大20%に留めるべきである。図3のデータから、側壁角測定におけるOCDフリート(ツール間)TMUは±0.8°と推定された。このレベルの不確実性は許容されない。なぜならこの技術におけるSWAのプロセス許容度が±1.6°であるためだ。このことはTMU/T比:0.5を導き、要求される許容限界比0.2を越える。OCD単体ツール精度は±0.2°である。
もしもこの単一ツール精度(P)を使ってSWA計測の品質評価を行うならば、結果としてのP/T=0.2/1.6=0.12はかなりOCDのSWA測定能力を過大評価することになるが、これは危険である。これは、プロセスを制御する測定技術の能力を推定するには、単なる精度推定ではなく、全不確実性推定(TMU)の利用が重要であることを明らかに示している。
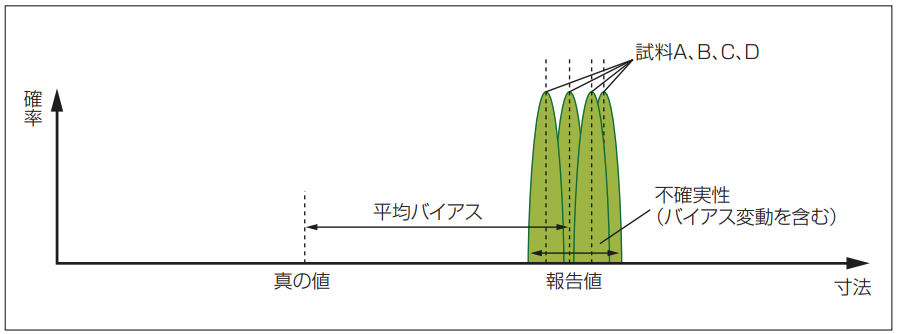
図1 MUは試料間のバイアス変動の影響を強く受けた。
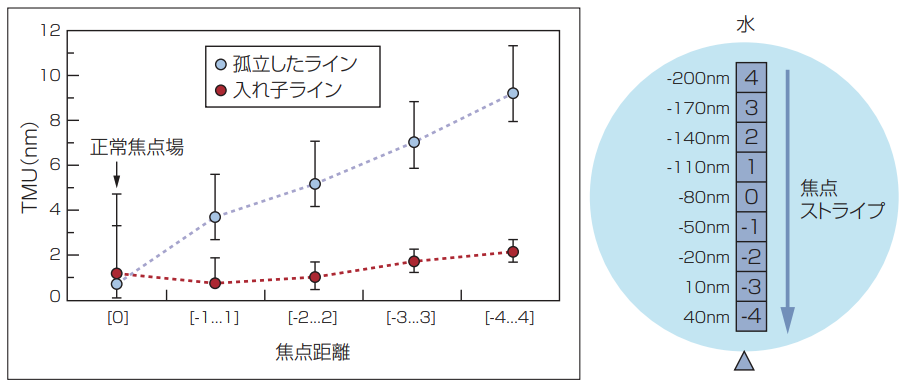
図 2 CD SEM測定の不確実性は測定量の複雑さの関数として増大した(左)。この場合の複雑さは焦点外スキャナによって導入された。焦点ぼけの程度を右に示した。
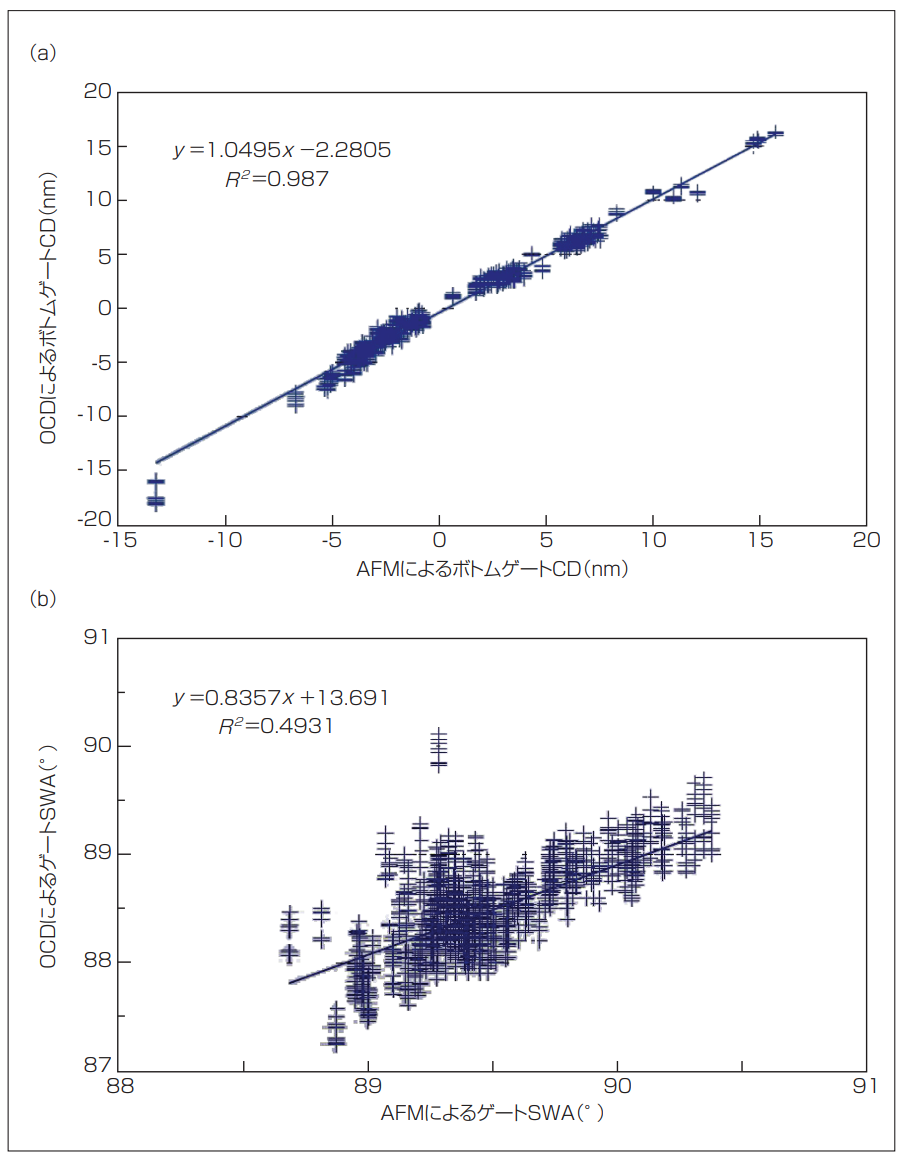
図 3 評価された3台のOCDツールのフリートで、ボトムゲート限界寸法に対するOCDと参照データ(CD AFM)の相関性(a)と多結晶シリコン線(トランジスタゲート)の側壁角測定(b)から、TMUが決定された。
基準測定の役割と選択
測定バイアスの変動は、したがってMUはRMを使用することによってのみ評価可能になる。RMとは一体何なのか? 理想的なRMシステムは、既知の(そして十分に低い)不確実性を持つSI追跡可能測定を提供する。CD計測ツールのナノメートルレベルMUが100nm以下のCDを持つ製品の制御製造に必要である。現在の半導体RMシステムにおいて要求されているMUはサブナノメートルの範囲である。そのような高品質が得られるRMツールの選択は非常に限定される。最高のRM技術を探すために、様々なCD計測技術のMUの推定を試みることになるだろう(9)。表1は、ある特定のアプリケーションでの最も一般的な5種類の計測技術に対するMUの推定値を示している。MUの最も重要な要素である目盛較正の精度、再現性、試料間バイアス変動、サンプリング不確実性なども追加されている。単一サイト測定における組合せ不確実性(列6)と典型的な試料サイズの平均不確実性(列8)が示されている。
簡単に言えば、低い試料間のバイアス変動(本質的な相対精度)と高いサンプリング効率によって、CD AFMは線幅基準測定の優良候補になる。サンプリング効率は、一つの測定に組込まれた平均試料量に関係する。例えば、試料標本の断面を必要とする測定は、サンプリング効率が低くなる。これはかなりの努力が試料調製に注がれ、サンプリング量が制限されるためだ。
透過型電子顕微鏡(TEM)観察は、検討されたすべての技術の中で、おそらく試料間バイアス変動が最も少ない。TEMのスケール精度も既知の格子定数を持つ結晶性試料を使用すれば顕著に改善される。しかし、TEM測定のサンプリング不確実性は低いサンプリング効率の結果として非常に高くなる。
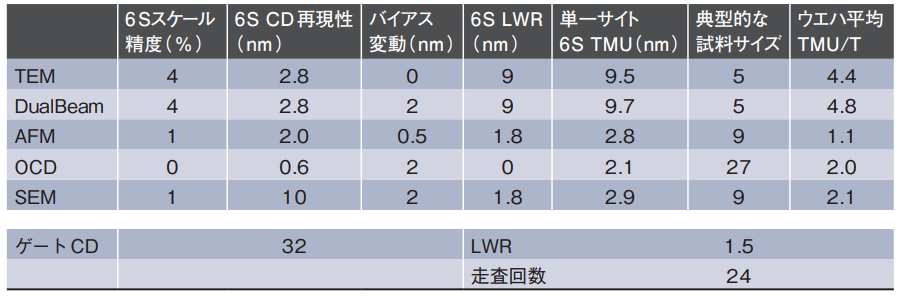
表1 5種の汎用計測技術を使ったラインCD測定のMUの推定値
(もっと読む場合は出典元へ)
出典元
https://ex-press.jp/wp-content/uploads/2011/02/36d992862313cfd37d49a0d2a0884449.pdf