
ファイバレーザ技術で、亜鉛めっき鋼板の溶接を隙間ゼロで実現
レーザビームモード制御を用いた亜鉛めっき鋼板のファイバレーザ溶接
亜鉛めっき鋼板は防錆効果に優れているため、自動車、家電製品、建築材料の製造に広く用いられている。溶融亜鉛めっき鋼板(合金化および非合金化)や電気亜鉛めっき鋼板など、用途に応じてさまざまな種類の亜鉛めっき鋼板が存在する。
これらの材料を加工する際には、スポット溶接、アーク溶接、レーザ溶接が適用される。適用時には、亜鉛の量、その他の成分の含有量、亜鉛めっき材料と鋼板の結合状態を考慮して、プロセスの安定化を図る必要がある。
スポット溶接は、特に車体用の亜鉛めっき鋼板の溶接に広く用いられている。スポット間の距離が短い場合は、接合部で電流が分散されるため、強力な接合部を生成できない可能性がある。この理由から、打点数と接合部間距離には限界があり、それによってパーツ間の接合強度と車体の剛性が抑えられる。レーザ溶接は、電流分散を考慮する必要がないため、スポット溶接の欠点を補う方法として利用されている。
亜鉛めっき鋼板をレーザ溶接する場合、鋼板の融点(1500℃以上)と亜鉛の沸点の間に差があることから、重ね溶接は難しい(1)。その温度差によって、周囲の溶融金属が吹き飛ばされ、溶接欠陥が生じる。この問題を解決するために、重ね合わせた鋼板の間に0.1~0.2mm程度の隙間を開けて金属蒸気を逃す経路を設けることにより、適切な接合状態を確保することが行われる(2)。しかし、固定治具によって製造工程やパーツ形状が制約されるため、0.1 ~0.2mm の隙間を精密に制御して、溶接品質を安定化させる処理は複雑である。本稿では、ファイバレーザ溶接によってさまざまな亜鉛めっき鋼板を溶接する、新しい接合技術を紹介する。
高いビーム品質とビームモード制御を備えたファイバレーザ
古河電気工業は10年以上前から、半導体レーザ、光ファイバ、そして同社が光通信分野に適用してきた融着技術を基に、産業用高出力ファイバの開発と販売を行っている。同社のファイバレーザ製品の標準的なビーム特性は、M2が最大1.5kWのシングルモードで約1.06、ビームパラメータ積(Beam ParameterProduct:BPP)が4kWで約1.7mm mrad、6kWで約3.0mm mradである(図1)。これらのファイバレーザは、独自構造を持つコンバイナ、安定したパーツ品質、ファイバコア径によって、優れたビーム品質を備えている。このビーム品質によって、高いパワー密度のレーザ光を一点に集光できるため、深い溶込み深さを達成することができる。
図2は、6kWのマルチモードファイバレーザで、さまざまな材料をビードオンプレート溶接した場合の溶込み深さを示したものである。溶接速度が0.5m/minの低速領域では、溶込み深さは鋼鉄とアルミニウムで約12mm、純銅で7.5mmだった。溶接速度が10mm/minの比較的高速な領域では、鋼鉄とアルミニウムで約7mm、純銅で約4mmの溶込み深さが得られた。
この高いパワー密度は、溶接の高速加工と低消費電力に寄与するが、必ずしもすべての加工で好ましい結果が得られるとは限らない。一点に集光されたレーザビームは、加工点において材料の急激な温度変化と溶融池内の激しい対流を引き起こし、溶融池の安定性が低いと、スパッタやブローホールなどの溶接欠陥につながる。したがって、視覚的な検査とスパッタを除去する処理が必要である。多くの生産工程でファイバレーザが使われるため、このような溶融欠陥を抑制する技術には高い関心が寄せられている。
古河電工は古河電子と共同で、対象材料に対するパワー密度を精密に制御することのできる、ファイバレーザのためのビームモード制御技術を開発した。この技術は光学構成が非常にシンプルであるため、ガルバノスキャナを含えいかむ加工ヘッドに簡単に搭載できる。また、各点に割り当てられるエネルギー分配比は自由に設計できるため、組み合わせは無限である(図3)。ここで用いられるビームモード制御用光学部品は、数キロワットのレーザ出力に対する十分な耐性を備えており、従来のレンズと同じように取り扱うことができる。

図1 6kWのマルチモードファイバレーザ 「FEC6000M」の外観図。
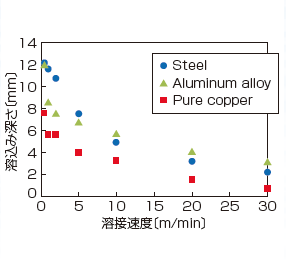
図2 6kWのマルチモードファイバレーザによる、鋼鉄、アルミ合金、純銅に対するビードオンプレート溶接の溶込み深さ。
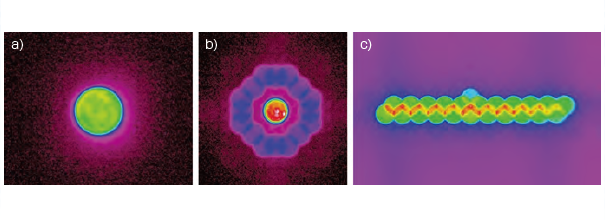
図3 従来型のシングルスポット(a)、センターとリングからなる形状(b)、ライン形状(c) のビームモード。
(もっと読む場合は出典元PDFへ)
出典元
http://ex-press.jp/wp-content/uploads/2020/07/D_010-013_tr_fiber_laser_technology.pdf