
ファイバレーザで、高反射率材料の加工が可能に
加工物からの戻り反射を隔離する技術
高反射率材料のレーザ加工は、現在の製造環境において重要である。しかし、多くの種類のレーザ技術が、本質的に反射戻り光の影響を受けやすいという問題を抱えている。反射戻り光は、加工の安定性の低下や自動停止による処理の中断、さらにはレーザの壊滅的な故障につながる恐れがある。新世代のファイバレーザは、高性能部品に対するこのような制約に対処し、高反射率材料を連続的に加工することのできる新しいアーキテクチュアを備える(図1)。
数キロワットレベルのファイバレーザシステムの多くが、溶融ファイバ結合器によって複数の低出力ファイバレーザの出力を組み合わせるというアーキテクチュアを採用しており、これが、技術的にもコスト的にも性能が抑えられる要因になっている可能性がある。本記事において最も重要なのは、ファイバレーザと結合器のモジュールが、材料加工中に生じる戻り反射によって不安定になったりダメージを受けたりする可能性が高いという点である。
nLIGHT altaファイバレーザは、このような問題を解決する新しいアーキテクチュアを採用している。ここでは、ポンプダイオードとドライバがスタンドアロンのポンプモジュールに収容され、ゲインファイバが構成可能なゲインモジュールに収容されている(図2)。4kWを超える出力が生成可能なこのゲインモジュールには、堅牢な戻り反射アイソレータが搭載されており、これによってすべてのモジュールを加工物による戻り反射から保護することで、高反射率材料に対する安定した連続的な加工が可能となっている。このコンポーネントは、実環境での耐用試験と検証が実施済みで、銅、金、銀、仕上げに研磨された金属を含む反射性の材料を、連続的に正しく加工できることが実証されている。その結果についてユーザーからは、レーザを停止させたり、永続的なダメージを被ったりすることなく、これらの材料を加工できたのはこれが初めてだという感想が寄せられている。

図1 nLIGHT alta 産業用ファイバレーザは、最大1kW のラックマウント型(左)と最大4kWの スタンドアロン型(右)で提供されている。
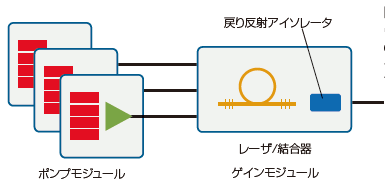
図2 nLIGHT alta レーザは、レーザと供給ファイバの間に戻り反射アイソレータが搭載された設計になっている(1)。
戻り反射の隔離
一般的な戻り反射は、加工物の表面が不規則であったり、面法線に対する位置合わせが不正確であったり、加工光学部品の集光角度が狭かったりすることに起因して、レーザ出力のほんの一部が反射する現象である。また多くの場合、戻り反射は、穴あけなどの処理において、短時間しか発生しない。それにもかかわらず、一部のファイバレーザの設計では、反射性材料の加工が難しかったり不可能であったりする。戻り反射による一般的なダメージとしては、ポリマー材料に光が当たることによる過熱や燃焼がある。nLIGHT alta ファイバレーザは、反射戻り光を供給ファイバに結合させ、水冷ビームダンプへと導き、そこでポリマーに作用させることなく熱に変換することにより、ダメージを引き起こす主要なメカニズムを排除する。ポリマーを使用しないこのアイソレータは、500Wを超える出力を連続的に除去できることが、耐用試験によって実証されている(図3)。この隔離システムの性能を、穴あけの処理に対して評価した。穴あけは、レーザ切断時に最も高い戻り反射が発生する処理である。この試験において、銅の穴あけを4000回連続で、処理を中断したり穴あけに失敗したりすることなく、実行することができた。この戻り反射アイソレータによる堅牢なハードウェアベースの保護とは対照的に、他のファイバレーザの中には、戻り反射が生じた場合にレーザを停止させるソフトウェア保護を採用するものもある。この方法では、レーザは保護されるかもしれないが、連続的に材料加工を行うことはできない。
アイソレータで除去された反射戻り光は、フォトダイオードによって監視される。ユーザーはこのセンサのリアルタイム出力を、プロセスの監視、最適化、制御(穴あけ検出など)や、ツールの校正(ビーム位置や焦点など)に利用できる(図4)。
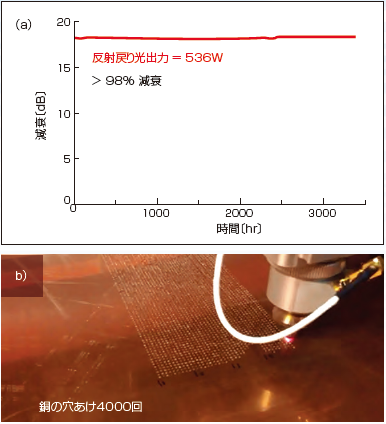
図3 500W を超える戻り光を数千時間にわたってレーザに当てる、レーザ安定性の連続的なストレス試験において、動作が不安定 になる様子は見られず( a )、 顧客が実施した3kW のnLIGHT alta ファイバレーザによる銅の穴あけ試験では、処理の中断や穴あけの失敗なく、4000回の穴あけを高速かつ連続的に行うことができた( b )。
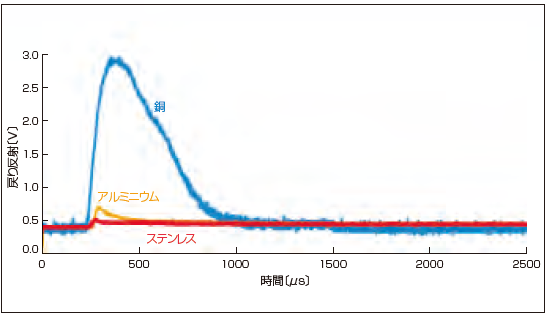
図4 ステンレス鋼、アルミニウム、銅製の板金の穴あけ時に、加工物から反射して戻ってくるレーザ光の信号の例。
(もっと読む場合は出典元PDFへ)
出典元
http://ex-press.jp/wp-content/uploads/2016/11/ILSJ_Sep16_tr1.pdf