
完全同軸モニタリング機能を内蔵した半導体レーザ照射光源(PM付SPOLD)
近年スマートフォン、タブレット端末等に搭載される電子部品やケースの小型化・薄型化が加速されている。このため従来工法では、電子部品の半田接合、ケースの樹脂溶着が難しくなってきており、レーザ加工の採用が増えてきている。レーザ加工が普及する中、品質管理をしていく上で、レーザ加熱の状況を非接触でモニタリングしたいという要望が増えてきている。
従来簡便な方法として、放射温度計を用意し、レーザとは別の角度(異軸)で放射温度を計測する手法が採用されるケースが多々見られるが、微弱な赤外線に比して、レーザパワーが強大であり誤差が発生しやすいことや光軸がずれるといった問題が発生する場合が多かった。
一方加工ヘッド内にレーザ光と赤外線を分離・合波するミラーを内蔵させ、レーザ照射場所と赤外線検出場所を合致させる手法も多用されている。しかし加工ヘッドはロボットに搭載され振動が与えられたり、衝撃なども加わりやすいことから、軸ずれを起こす危険性をはらんでいる。またこの同軸光学型加工ヘッドはガルバノスキャナを使った加工系には適さない。
このような問題を解決するため、完全同軸光学モニタ機能を内蔵した半導体レーザ照射光源−プロセスモニタ付LD照射光源を製品化した。レーザ加工の見える形を実現する新しい工法の提案として、レーザ半田とレーザ樹脂用着の実例を交えて紹介する。
モニタリングの重要性
従来、レーザ加工時の品質管理といえば、始業前検査としてビーム品質や光出力を測定し指標とすることが多かった。しかし半導体レーザは、ビーム品質・光出力ともに安定しており、毎日そのような検査をする必要がなくなってきている。しかしこのような状態であっても、レーザ加工品質を担保するのは難しいという声が多かった。レーザ加工は局所領域を急加熱・急冷する工法であり、空隙やサンプル形状のわずかな変化がその加工品質を大きく変えることがある。特に最近は部品の小型化、薄型化でその影響は顕著になる傾向にある。このことから、レーザ加工部の加熱状況をリアルタイムでモニタし、加工品質を確認することが重要となってくる。
図1は新製品「プロセスモニタ付LD照射光源(以下PM 付SPOLD)」の光学模式図である。加工に供されるレーザ光と熱情報となる赤外線を一本のファイバで伝送させる設計としたことで完全同軸構造となり、先述した加工ヘッドへの振動衝撃による軸ずれを完全に排除した。また完全同軸構造としたことでガルバノスキャナや方形ファイバなどへの適用が容易である。熱情報を取得するための赤外線検出には、長年の実績と光信頼性で定評のある自社製の超高感度・低ノイズ受光センサを用いており、黒体炉換算で150℃の低温から計測を可能としている。またLD 照射光源、照射ユニットの倍率は各種用意されており、用途に応じた選択ができるようになっている。サンプリング周波数はレーザ半田への適用を考慮した1KHz と高速化している。
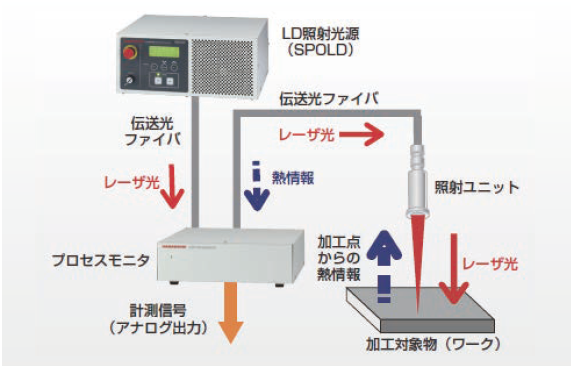
図1 PM 付SPOLD の光学ブロック図
(もっと読む場合は出典元PDFへ)
出典元
http://ex-press.jp/wp-content/uploads/2014/10/ILSJ-1409-24-25.pdf