
複合材料のレーザクリーニングが接着を最適化
エキシマレーザ表面処理が最良の選択
炭素繊維強化プラスチック(CFRP)は、物理的な強度と軽量という非常に望ましい組み合わせを提供する複合材料。元は航空宇宙アプリケーション向けに開発されたが、今では自動車、ヨット、競技用自転車からゴルフクラブまで幅広く用いられている。
アセンブリでは、個別のCFRP ピースの結合に接着剤が使われることが多い。機械的な締結法に対して接着にいくつかのメリットがあるためだ。とは言え、表面汚染があると高強度接着が妨げられる。接着に先立ってCFRP を洗浄するために様々な技術が用いられてきたが、これらの方法はそれぞれ、スピード、複雑さ、あるいはそれに続く洗浄の必要性などの点で制約がある。エキシマレーザベースの表面洗浄とアブレーションが現在は、実用的な代替手段となっている。エキシマベースの表面処理で、接着のために必要とされる特性をもつ元の状態が得られるからである。この記事は、エキシマレーザ洗浄がどのように実施され、この技術を使用した、接合強度の試験結果を議論する。
CFRPの背景
CFRPは、いわゆる強化部と母材からなる。強化部は、耐荷重性と剛性を与えるもので、通常は布のように編まれた炭素繊維である。ケブラ、アルミ、ガラスなどの他の繊維も加えられることがよくある。母材は、強化部を囲み、それを結合するもので、エポキシまたは他の高分子樹脂が最も一般的だ。
CFRPコンポーネントは、あらゆる形状、サイズで製造される。テープ布設、成形、樹脂トランスファ成形(RTM )、あるいは編み込みなど様々な技術が使われる。より大きな複合材料、例えば航空機のパーツなどを構成するには、個別に製造したCFRPコンポーネントを結合する必要がある。この結合は、従来の機械的締結(ネジ、リベットなど)を使ってもできるが、このアプローチにはいくつかの欠点がある。まず、従来の留め具を使うためには貫通孔を開けることが必要になる。これは負荷支持繊維に損傷を与える。さらに、これらの留め具の周囲で内部応力レベルが高くなる。これは、留め具が負荷支持機能を狭い範囲に集中するためである。これらの応力ポイント周辺に強化が必要になる可能性があり、すると組み立て部全体の重量が増える。最後に、金属留め具そのものは組み立て部の重量を大幅に増やす。これら後の2 要素は、CFRPの最も有用な特長である高強度重量比という特長を悪化させるものである。
接着
接着は、これらの問題を回避する代替となる。特に、接着ではCFRP に穴を開ける必要がない。したがって、接着面全体に機械的負荷が均等に広がる。さらに、仕上がった組み立て部の重量が大きく増えることがない。
高強度接着を達成するためには、前の製造工程で表面に残っている離型剤とその他の微量汚染物質を完全に除去する必要がある。接着強度が、接着前の表面洗浄度に大きく依存することは確実なので、表面洗浄は極めて重要である。しかし、表面洗浄は、下層のCFRP、特に負荷支持繊維に全く損傷を与えることなく完了しなければならない。
表面前処理技術
接着に先立つCFRPパーツの洗浄と準備には、機械研磨、グリットブラストを含め、現在いくつかの技術が用いられている。残念ながら、これらの方法はそれぞれ欠点がある。例えば、ほとんどの機械研磨加工はスループットが低く、通常はウエット状態で行うので、それに続く洗浄と乾燥が必要であり、製造コストと加工時間が増える。グリットブラストも残留物や細粉を残し、洗浄が必要になる。さらに、機械的な方法は炭素繊維に損傷を与える危険性がある。
航空宇宙業界では、CFRP 表面処理でピールパイルも使用される。ピールパイルとは、シート状の織物材料で、母材樹脂硬化前にCFRP 表面にラミネート加工されている。ピールパイルは接着前に除去され、きれいな表面が現れる。ピールパイルの主要な欠点は、これによってCFRP 製造が複雑になることだ。さらに、ピールパイルによって樹脂層の厚さに変動が生じるため、ピールパイル加工されたCFRP の再現性には限界がある。また、ピールパイルは、CFRP修復には適さない。
レーザ処理のメリット
レーザ表面処理では、CFRP から材料の薄い層を除去する必要がある。これは他のアプリケーションでは実績のある洗浄法であり、実際上、他の方法の欠点の一切を回避し、すべての汚染残留物を効果的に除去できる。機械的な技術と異なり、レーザ洗浄は実質的に表面の準備を必要とせず、ドライ状態で行い、後で表面の残骸を処理することも不要であり、適切なパラメータを選択すれば、繊維損傷も避けられる。さらに、レーザ加工は大きな表面積にも適用可能であり、自動化も容易である。また、摩耗も接触もない工程であるので、結果に高い一貫性がある。加えて、レーザ表面処理はCFRP修復用途にも適用できる。
とは言え、機械的な方法やピールパイル以上の結果を出すレーザ加工には、バルク樹脂や負荷支持繊維に全く損傷を起こさないことが極めて重要である。遠赤外CO2や近赤外固体レーザ、ファイバレーザのような波長の長いレーザを使うと問題が起こる。というのは、これらは全て熱的手段で材料を除去するからである。バルク材料の加熱は、繊維に損傷を与え、母材に亀裂が生ずる。これと対照的に、UVレーザは、主に光アブレーションで材料を除去し、熱的方法ではない。その結果、本質的に熱影響域(HAZ)はなく、精密な材料除去が可能になる(図1)。
現在利用できるUVレーザ技術の中で、エキシマレーザのパルスエネルギーが最も高い(最高2J)。それに、エキシマレーザは大きな矩形のビームを作れるので、一般的なCFRP表面処理用途の形状に合うような形状と均一性が容易に達成できる。また、これらの特長により、CFRPパーツがさらに大きな場合でも、素早い材料除去と高スループットが可能である。現在のエキシマレーザは、三交代、高稼働率で1年経過しても基本的にメンテナンスフリーで使えることから、他の産業応用ですでに優れた実績を確立している。
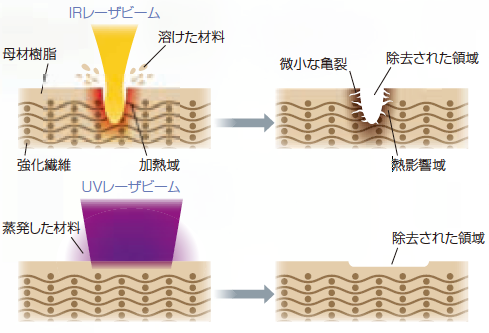
図1 (上)赤外波長と可視波長レーザが熱的手段で材料を除去。その結果、材料内に大きな熱影響域(HAZ)と亀裂が生じている。
(下)UV レーザはコールドアブレーションを用いる。これにより、正確な材料除去が行われ、HAZは生じない。
(もっと読む場合は出典元PDFへ)
出典元
http://ex-press.jp/wp-content/uploads/2014/10/ILSJ-1409-12-14.pdf