
微細加工で使用されるピコ秒レーザ
ユーザーに高精度、高スピード、低ランニングコストを提供する。
ピコ秒レーザは様々な微細加工において長いパルス幅を持ったレーザに比べ重要な利点を持つことが知られている。重要な利点とは様々な材料加工において熱影響域がないことで、可視光や近赤外線光が透過してしまう材料に対しても同様の利点を持つ。初期のピコ秒レーザは信頼性に乏しく、ランニングコストも高く、また使用される製造環境に特別な条件を必要としていたが、産業用途として十分な能力を持つ新しい産業用ピコ秒レーザがリリースされた。ここでは材料加工におけるナノ秒レーザとピコ秒レーザの主な相違点を探り、現在入手できるピコ秒レーザの基本アーキテクチャーを再吟味し、今日の産業用途としてどのように成功しているかを紹介する。
ピコ秒対ナノ秒
微細加工が目指すゴールは材料に対して非接触で熱損傷を回避し、穴や溝といったミクロンサイズの加工を行うことで、言い換えれば、熱影響域(HAZ)を最小限に抑え精密にきれいな加工を行うことである。
レーザが材料に精密な穴あけ、スクライビング、切断するには2つの基本的なメカニズムがある。これまでほとんどのアプリケーションで赤外線及び可視光Qスイッチレーザが使用され、数十ナノ秒のパルス幅による光熱作用を用いて材料に加工を行なっている(図1上)。ここでは集光されたビームが空間的な強力な熱源として作用している。ターゲットとなる材料は急激に熱せられ、実際には気化してしまい、すなわち、本質的には蒸発してしまうということである。
この方法の利点は、材料の比較的大きな部分を急速に取り除くことを可能にし、特にQスイッチレーザ数kHzの繰り返し周波数が典型的に動作する。更に、ナノ秒レーザ技術は確立されており信頼性が高く、ランニングコストも魅力的である。しかし、厳しい要求ではHAZの領域サイズやデブリの多さ、コーティングの層間剥離などが問題となる。
レーザの材料除去の2つ目のメカニズムは、アブレーションである。(図1下)。レーザフォトンが直接ターゲット材料の結合を壊し原子化する。相対的に低い温度で可能なプロセスであり、HAZも少ない。デブリも無く加工後の処理も最小で非常にクリーンな加工である。
UV 光はフォトンエネルギーが高く多くの材料でアブレーション加工が可能である。したがってUV 光Q スイッチレーザはアブレーションで材料の除去を行える。しかし、ピコ秒もしくはそれより短いパルス幅を使用することでもアブレーション加工が可能になる。極短パルスは瞬間的にとても高いピークパワー(MW以上)を持ち、これにより多光子吸収が発生、材料の電子を励起させ直接原子結合を分解する(図2)。さらに、熱拡散レートよりパルス幅が短いので、熱影響が広がらずHAZ領域が発生する前に加工を終える。
極短パルスレーザはHAZ を作らない以外にもさらに高バンドギャップ材料(例: ガラスや特殊ポリマー)を含む様々な材料に加工できるという大きな利点がある。これらの材料は光吸収が低く、現在市販されているレーザでの加工が難しいが、材料を透過してしまう波長のレーザであっても、非線形吸収を誘導することで加工が行え ” 波長に依存しない”のである。
現在、ピコ秒レーザはIR からUV までのラインナップがある。中でもUVピコ秒レーザは最も精密で熱影響の少ない加工が可能である。なぜならUVピコ秒レーザは他の波長に比べ最も小さいスポットサイズで加工が行えるからである。一方で、IR 及び可視光のピコ秒レーザは一般的にUV に比べ高い出力があり、より高いスループットを実現する。
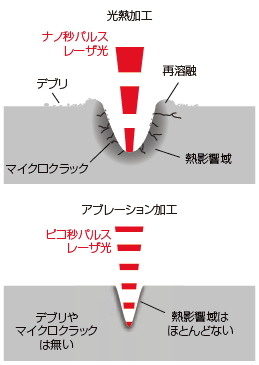
図1 光熱作用対アブレーション概念図
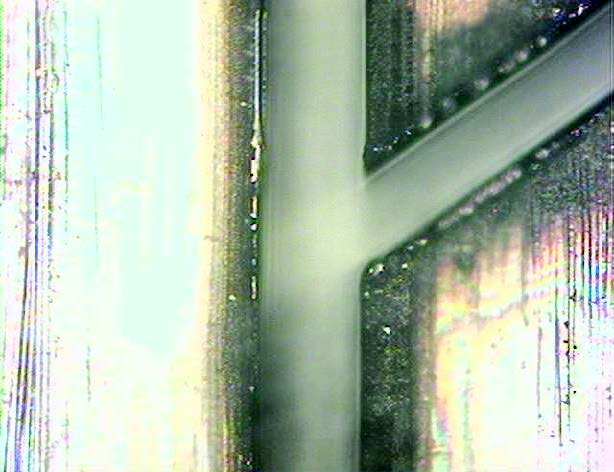
(a)355nm ナノ秒レーザ
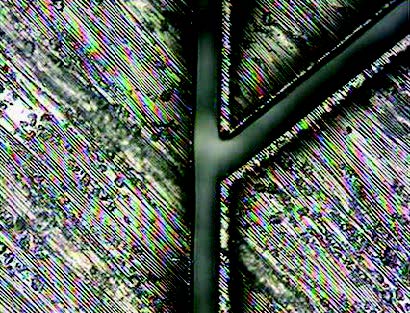
(b)355nm ピコ秒レーザ
図2 (a)355nm ナノ秒レーザと(b)355nm ピコ秒レーザを使用し、CFRPに同じ加工を行った。短パルスレーザの方が明らかに高いレベルで精細で熱影響の少ない加工となっているのがわかる。(出典:フォトマシニング社)
ピコ秒レーザの構造
購入できる産業用極短パルスレーザのタイプや構造にいくつかの種類はあるものの、それらの基本的な構成は似ている。特にアブレーションに必要な10 ピコ秒以下のパルス幅で発振させるためにモードロックオシレータが使用されている。しかし、ほとんどのモードロックオシレータは、数10MHz の繰り返し周波数で比較的低いエネルギー(数nJ)を持つパルスを出力する。既存のガルバノスキャナを使用するにあたって、この繰り返し周波数では高すぎるので、一部のパルスを選択するためのパルスピッカーが使用される。また最終的な出力を生成するためにアンプでこれらのパルスのエネルギーを増幅する。
市販されているほとんどのピコ秒レーザは以下の構造に基づいている。
・ファイバレーザ + ファイバ/ロッドタイプアンプ
・ファイバレーザ + 自由空間アンプ
・LD励起固体レーザ + 自由空間アンプ
オールファイバ(発振器と増幅器)を使用したアプローチは比較的低コストであり堅牢であるという優位点を持つ。不利な点は、アンプにおける非線形および光散乱現象により、パルスエネルギー10μJ( パルス幅10ps 時) が、増幅限界になってしまうことである。そのため、高い平均出力を得るために繰り返し周波数を上げることが必要になり、ガルバノスキャナのスピードでも個々のパルスのオーバーラップを十分にコントロールできない速度となり、困難をもたらす。例えば、50μm径の焦点と1MHzの繰り返し周波数を持つレーザでは、50m/sのスキャナ速度がオーバーラップを避けるために要求される。このスピードを実現するのはごくわずかなスキャナだけである。この結果スループットが制限される。
ほとんどのアプリケーションにおいて、必要とされる高パルスエネルギーを得るために、ファイバレーザは自由空間アンプと組み合わせられる。例えば、このアプローチはコヒレントのレーザ『Talisker』で用いられている。ファイバのシードパルスが比較的低いエネルギーであるため、再生アンプが使用され、アンプを通過したパルスは大幅にエネルギーが増幅される。再生アンプはコンパクトで品質のよいビームを供給できる利点がある。この設計を使用し『Talisker』は最大パルスエネルギー 180μJ(波長1064nm、繰り返し周波数 200kHz )を実現している。
第3の方法はLD励起固体レーザを使用する方法で、この方法はファイバのシード光より高いパルスエネルギーを生成することができる。通常この方法では再生もしくはマルチパス構成の自由空間アンプを使用する。実際に2台以上の増幅ステージを用いてより高出力を得ている。2012年にコヒレント社が買収したルメラレーザ社の製品を例にとると、Nd:YVO4シードレーザに続き1台以上のアンプが組み合わされ、200μJ(波長1064nm)のパルスエネルギーを実現している。表1は、この柔軟なモジュラー構造において1個、2個または3個のアンプが使用されるときに達成できる最大平均出力をまとめたものである。
(もっと読む場合は出典元PDFへ)
出典元
http://ex-press.jp/wp-content/uploads/2013/09/fe8ea410b94b9a24b48aad83cc7d238c.pdf