
自動車用途だけではないレーザ表面処理
チェコのジョブショップではレーザ硬化を産業用途に用いようとしている。
チェコ共和国のピルゼンは索晴らしいビール、ピルスナー・ウルケルでよく知られている。しかし、重工業工場グループ、シュコタ(Skoda)グループも忘れてはならない。大型工作機械、蒸気タービン、電気機関車、そして船のパーツまでがここで製造される。
チェコ共和国(前チェコスロバキア)はドイツ、スウェーデン、フィンランドとよく似た範囲の重工業製品の生産を続けてきた国である。1989年以降は、自動車産業での大規模成長が到来した。シュコタグループの他、TPCA社、ヒュンダイ社(Hyundai)、タトラ社(Tatra)といった自動車メーカーが同国に拠点を置き、キア社(Kia)やフォルクスワーゲン社(VW)はスロバキアに拠点を置いている。エ具工場などの下請け会社が町ごとに存在し、多くは村単位でも見られる。
2005年、トマス・ムジーク(TomasMuzik)とスタニスラブ・ニェメチェク(Stanislav Nemezek)は大学の研究所を離れ、実験室分析や産業界のパートナーたちのための専門的な仕事をこなす会社、MATEX PM社を設立した。2008年後期、同社はレーザ技術への投資を行い、レーザジョブショップヘと転換を図った。レーザ板金切断と車体溶接はすでにこの地域では広く行われていたため、同社はレーザ表面硬化とレーザ溶接に集中した。
同社の主要装置は、光学系とファイバ結合され産業用ロボットに組込まれた3.6kW半導体レーザである。同社は長年、設備の整った研究所を経営してきたため、アプリケーション開発と加工の最適化は社内で行われた。
レーザ表面硬化は古くからある技術であり、最初に開発されたのは1970年代である。主に自動車産業でいくつかの優れたアプリケーションが存在してきたが、広い範囲での商業的な成功は最近まで難しかった。レーザ硬化技術は多くの人にとって新しい加工技術のようであり、MATEX社にとっては、この加工の経済的優位性を示すことが大きな課題であった。硬化は通常、最後の製造工程であり、高価な装置で何度も行われる加工のため、これはストレスのたまる作業であった。今日の厳しい経済の時期では、大手のエ場になにか新しいものを導入するのは幾分容易かもしれない。しかし、そうだとしても誰も最初の顧客にはなろうとしない。また、R&Dを支援したり、R&Dと共同したりする企画は議題にすらならない。

図1 硬化ブレードのある切削工具の一部
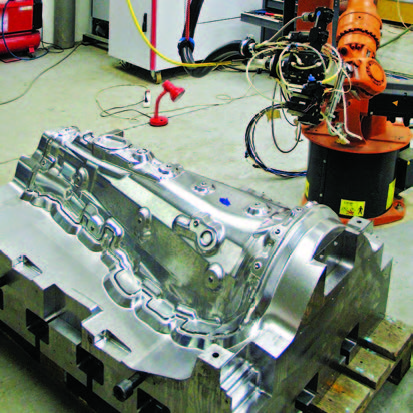
図2 大型の切断/成形工具
高周波焼入れvs.レーサ硬化
MATEX社がもっともよく依頼を受けたのは、高周波焼入れや炎焼入れからの置き換えであった。そのため、これらの技術的相違を詳しく調べてみたい。
一般に、硬化鋼や鋳鉄を変形させるには、以下の三つの条件を満たさなくてはならない。
①Ac3を超えるオーステナイト化温度に達していること。
②マルテンサイト変態を得るため、その温度からの急激な冷却の実現
③材料内に一定最の溶解炭素があること(最終硬化に影響を与える主なパラメータ)
従来の二つの技術は表面に熱を届け、まず熱を材料へと貫通させる。次に、通常水性の液体によるアシストを必要とする、表面からの急激な冷却を行う。
レーザビームも表面の加熱を行うが、従来技術よりもずっと高速なため、熱は深く浸入しない。温度勾配が急峻なため周辺の材料への熱伝導も少な
く、熱影響層が小さく、歪みも少なくなる。その後、自己消光過程による下層の低温物質への伝導によって冷却を行う。
適用されるエネルギー総量はレーザ硬化プロセスでのほうが少なく、これは表面品質の向上やパーツの歪みを低減する。しかし、この技術の大きな優位性はより低温からの冷却にある。これにより、冷却率は硬化深度全体にわたってほぼ一定であり、表面の亀裂発生を防ぐことができる。さらに、マルテンサイト組織への転換は基準物質から始まるため、その結晶はエピタキシャルに成長する。
高周波焼入れや炎焼入れは、特に複雑形状では制御が難しく、加工は現在も経験や主観的な調整に頼っている。レーザ硬化も温度ベースの制御という同様の問題を解決しなくてはならない。実社会のアプリケーションでは、反射率の差、表面照射の角度、基材の温度やその厚さなどが原因で、出カベースの制御はできない。出力制御は、オンライン計測の高温計と適応したソフトウエアで行われる。最良の選択は、表面放射率への依存度が低い「二色」高温計の使用である。入射赤外(IR)信号がレーザ照射領域全体から来ることを保証するため、高温計の光学系はレーザ光学系の「軸上」に組込まなくてはならない。これによって、一般に機械加工された表面に硬化加工が施される間、温度は数度以内に保たれる。
この加工は設定温度だけではなく、レーザスポットの移動速度によっても制御される。レーザ硬化では表面溶融を阻止するため、鋭い輪郭のエッジを硬化する場合であっても、主に出力密度が均質な矩形のレーザスポットが使用される。
(もっと読む場合は出典元へ)
出典元PDF
http://ex-press.jp/wp-content/uploads/2010/10/201010_user.pdf