
ファイバレーザによる厚い形鋼の切断
ファイバレーザは金属板の加工における重要性を高めている。
金属加工はレーザによる材料加工応用において最大の市場シェアを占めている(1)。金属板の切断、とくに厚い形鋼を切断する場合は、高いパワー出力と高いビーム品質の組合せが必要になる。一般に、レーザのビーム品質は出カパワーが増加すると劣化するため、厚い形鋼の切断には数少ないレーザしか適していない。金属板の切断はCO2レーザに支配されているが、それは高いビーム品質をもつ高パワー装置が利用できることによる。ファイバレーザは、その波長と高いビーム品質によって、厚い形鋼を含めた金属板の加工における重要性が高まり、CO2レーザよりも高い利点をもっと期待されている。波長の長いCO2レーザによる照射に比べると、波長の短いファイバレーザによる照射は金属表面の吸収率が高いことがその基本的な利点になる。
不活性アシストガス(一般的には窒素)がステンレス鋼の切断には好まれるが、それは切断に必要なすべてのエネルギーがレーザビームから供給され、酸化のないきれいな切断面が得られることによる。軟鋼の切断では酸素または圧縮空気を供給する反応性アシストガスを使う場合が多い。酸素は溶融金属との発熱反応を起こし、その化学反応からは大量のエネルギーが放出され、切断プロセスの付加的エネルギー源になる。発熱化学反応から生じる付加的エネルギーはより高速度の切断を可能にする。この切断加工では酸素層をもつ切断面を生成し、酸素層は時間とともに薄片になる傾向をもっため、塗装などの後加工では事前に除去することが必要になる。
切断速度
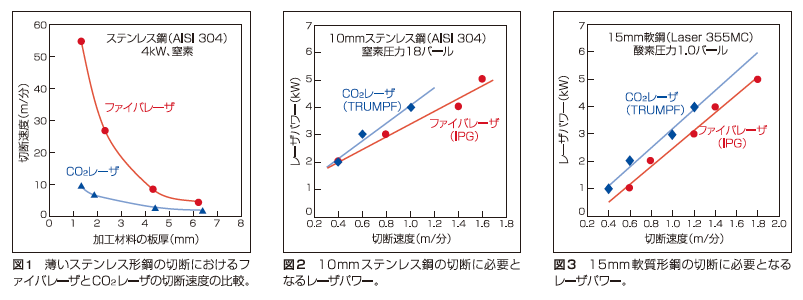
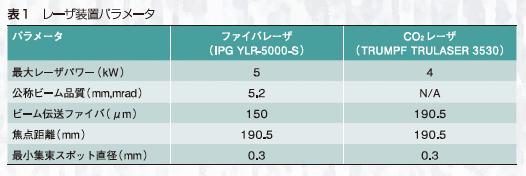
ファイバレーザによる薄い形鋼の切断では、図1に示すように、CO2レーザよりもかなり高い加工速度を得ることができる(2)。図2と図3は、与えられた速度での切断に必要な入カレーザパワーをファイバレーザとCO2レーザの場合で比較し、ファイバレーザの方が低くなることを示しているが、これはファイバレーザ照射の方が加工材料による吸収が高く、レーザビームによる溶融効率が高くなることを意味している(3)。表1は図2と図3に示したデータの取得に使われたファイバレーザ装置の仕様を示している。厚い形鋼の切断ではファイバレーザの切断速度の利点が顕著に現われない。加工する材料の厚みが大きいと(>4mm)、ファイバレーザの切断速度は低下し、CO2レーザによる切断速度と同等のレベルになる。要するに、厚い加工材料における切断速度の著しい低下は、ファイバレーザ照射の吸収の機構から生まれる。金属の加工材料によるファイバレーザ照射の吸収は、金属板の厚みが小さい範囲において明確な最大値を示し、厚さが増すと単調に減少する。他方、CO2レーザによる吸収は金属板の厚みとともに連続的に増加し、より大きな板厚において最大値に達する(4)。
(もっと読む場合は出典元へ)
出典元PDF
http://ex-press.jp/wp-content/uploads/2010/10/23abc16e39bd90523998b64ebfc41a4b.pdf