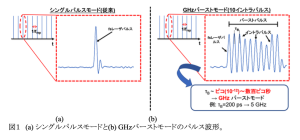
GHzバーストモードとは
従来のフェムト秒レーザー加工では、数十〜数百フェムト秒のパルス幅のレーザー光を、数kHz〜数百kHzの一定の繰り返し周波数で加工対象材料に照射して行う。このような従来の照射方法を、ここではシングルパルスモードと呼ぶことにする(図1(a))。バーストモードとは、超高繰り返し周波数の数〜数十個のレーザーパルス列を1つの塊として、その塊を数kHz〜数百kHzの繰り返し周波数で発振する方式である(図1(b))。特に塊の中のパルス列の繰り返し周波数がGHz(パルス間隔がピコ〜数百ピコ秒)ものを、GHzバーストモードという。パルス列の1つの塊をバーストパルス、バーストパルス内のフェムト秒レーザーパルスをイントラパルスという。GHzバーストモード発振が可能なレーザーは、すでにいくつかのレーザーメーカーから販売されている。さらに、GHzバーストパルスを数十MHzの繰り返し周波数で繰り返 し発振するBiBurst(バイバースト)モードも開発されている。
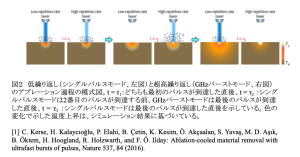
アブレーション冷却
2016年にトルコのIldayのグループがGHzバーストモードによるアブレーション加工を世界で初めて実施し、従来のシングルパルスモードと比較して高品質かつ高効率加工が実現できることを示して大きな注目を集めた[1]。Ilday等はこの原因を以下のように述べている。GHzオーダーの超高繰り返し周波数でフェムト秒パルスを物質に照射すると、加工領域外に熱が拡散する前に全パルスのエネルギーを全て投入してアブレーションを完了することができる。このような状況では、ターゲット材料に蓄積された熱エネルギーもアブレーション物質とともに除去されるため、ターゲット材料内部の平均温度が低下するアブレーション冷却が生じ る(図2)。この冷却効果により、加工領域周辺部に発生する熱影響領域や損傷の発生を回避することができる。さらに、レーザー照射によってターゲット材料内で発生する残留熱は、 加工領域から外部へ拡散する前に後続のレーザパルスが照射されるため、低アブレーション閾値での加工が可能となり加工効率も向上する。ただし、アブレーション冷却はあくまで推測であり、まだ実験的には確かめられていない。
シリコンのアブレーション
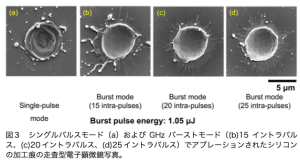
アブレーション品質の向上
バンドギャップ材料であるシリコンに対してGHzバーストモードアブレーション加工を適用すると、加工痕の表面形態が大幅に改善される(図3)[2]。ここで用いたGHzバーストパルス内のイントラパルスの時間間隔は205ピコ秒であり、繰り返し周波数にすると4.88 GHzに相当する。イントラパルスのパルス幅は220フェムト秒、波長は1030 nmである。シングルパルスモー ドのパルスエネルギーとバーストパルスエネルギーは同一の1.05 μJで加工を行なった。すなわち投入されたレーザーエネルギーは同じである。シングルパルスモードのレーザーブレーションで作製された加工痕の表面形状(図3(a))は、明確な表面あれが観察される。さらに、加工痕の周囲に溶融した物質(デブリ)が付着している。一方GHzバーストモードでアブレーションした場合(図3(b)–(d))、加工痕の表面形状ははるかに滑らかである。さらに、加工痕周辺に付着しているデブリもシングルパルスモードと比較して量が少なく、イントラパルス数が増加するにともない粒径が小さくなっている。従って、GHzバーストモードアブレーションにより、シングルパルスモードより高品質なシリコンのアブレーションが実現された。
加工効率の向上
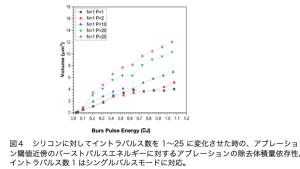
シリコンのアブレーションにおいては、GHzバーストモードを用いることにより加工効率も飛躍的に向上する(図4)[2]。バーストパルスエネルギーとシングルパルスモードのパルスエネルギーが同じ場合、GHzバーストで得られる除去体積量はイントラパルス数が2の場合はほぼ同じであるが、イントラパルス数が2より多くなるとシングルパルスモードより大きくなる。すなわち投入エネルギーが同一の場合、シングルパルスモードと比較してGHzバーストモードの加工効率が向上している。この加工効率の向上は,イントラパルス数が大きくなるほど増大していおり、イントラパルス数が25の場合加工効率はシングルパルスモードと比較して4.5倍程度高くなっている。
加工速度の向上
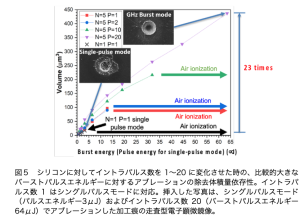
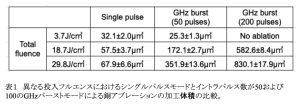
実用的なレーザー加工では加工速度を向上させることが求められ、その方法の一つとしてレーザーパワー密度(単位面積当たりの光強度)を大きくすることが挙げられる。しかしレーザーパワー密度を大きくすると、過剰なレーザーエネルギー投与による試料の熱損傷や試 料直上での空気のイオン化による試料の損傷により、加工品質が大きく低下する問題が生 じる。GHzバーストモードでは、バーストパルスのエネルギーをイントラパルスに分割すること ができる。その結果、イントラパルスのエネルギーを空気のイオン化の臨界値よりはるかに小さくすることができ、空気のイオン化を抑制することができる。つまり空気のイオン化を生じることなくバーストパルスエネルギーを大きくすることができるので、高品質で高速な加工が実現できる(図5)。シリコンをアブレーション加工した場合、シングルパルスモードではパルスエネルギーが3μJ以上になると空気のイオン化が生じ、加工面が粗らされると共にそれ以上加工が進展しなくなる。一方GHzバーストモードではイントラパルス数が多いほど空気のイオン化が生じなくなるため、より大きなバーストパルスエネルギーを投入でき加工速度を向上することができる。イントラパルス数が20の場合、バーストパルスエネルギー64μJでもイオン化は生じず、高品質加工を維持したままシングルパルスモードと比較して23倍の加工速度を実現した。
加工メカニズム
シングルパルモードと比較してGHzバーストモードアブレーションで得られた滑らかな加工面は、イントラパルス列による比較的小さいパルスエネルギーの連続的なレーザー照射により、急激な加熱・冷却が抑制されたことが寄与していると考えられる。シリコンアブレーションにおける加工効率の向上は、レーザー光照射による材料中の電子の吸収・励起過程と密接に関係している。半導体であるシリコンなどのバンドギャップ材料では、レーザーエネルギーはまず価電子帯の束縛電子に吸収され、束縛電子を伝導帯に励 起することによって自由電子が生成される。GHzバースト内の前半部分のイントラパルスで励起された自由電子は、後続のイントラパルスを効率よく吸収し、アブレーション効率が向上すると考えられる[2]。絶縁体ではあるがバンドギャップ材料であるガラスにおいても、GHzバーストモードアブレーションにより加工効率が増加することが報告されている[4]。
[2] F. Caballero-Lucas, K. Obata, and K. Sugioka: Enhanced ablation efficiency for silicon by femtosecond laser microprocessing with GHz bursts in MHz bursts (BiBurst), Int. J. Extrem. Manuf. 4, 015103 (2022).
[3] K. Obata, F. Caballero-Lucas, S. Kawabata, G. Miyaji, and K. Sugioka: GHz bursts in MHz burst (BiBurst) enabling high-speed femtosecond laser ablation of Silicon due to prevention of air ionization, Int. J. Extreme Manuf. 5, 025002 (2023).
[4] D. Metzner, P. Lickschat, C. Kreisel, T. Lampke, and S. Weißmantel: Study on laser ablation of glass using MHz‐to‐GHz burst pulses, Appl. Phys. A 128, 637 (2022).
銅のアブレーション
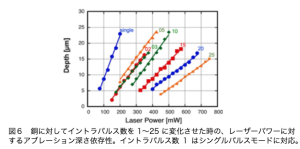
金属である銅のGHzバーストモードアブレーションでは、加工効率においてシリコンと全く逆の特性を示す(図6)[5]。GHzバーストモードによる銅のアブレーションでは、同じレーザパ ワーを入力した場合、GHzバーストモードアブレーションによる加工深さはシングルパルスモードと比較して総じて浅くなり、加工効率は低下する。さらに加工効率はイントラパルス数が増加するに従い低くなる。シリコンとの最も大きな違いは吸収過程である。銅のような金属の場合レーザーのエネルギーは常に自由電子で吸収されるため、シリコンのようにGHzバーストパルス内の前半部分のイントラパルス照射によって励起された電子が後続のイントラパルスの吸収を増大させる効果は期待できない。逆に前半部分のイントラパルスで生成された熱の一部が、後続のイントラパルスが照射される前に基板内部に拡散してしまうことが、加工効率の低下の要因であると考えられる。
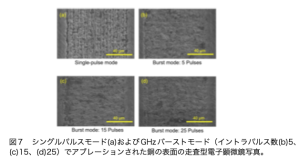
一方銅のアブレーション加工品質に関しては、シリコン同様GHzバーストモードアの方がシングルパルスモードより優れている(図7)。加工は集光したレーザー光を面内で走査することによって行われたが、シングルパルスモードの加工表面形状はレーザーの走査方向に沿って平行な線状の溝が形成されている。さらに加工領域は、レーザー照射前と比較して表面粗さが増大している。一方GHzバーストモードでは、イントラパルス数が異なる全ての加 工条件においてシングルパルスモードで形成された線状の溝は見られず、滑らかな表面形 状を示している。これは,GHzバーストモードではレーザのエネルギーを分割して連続的に投入することにより、加工領域の加熱・冷却サイクルを制御できるためであると考えられる。
多くの研究グループが、銅ならびに他の金属においても加工効率が低下するといった同様の結果を得ている。これらの結果はイントラパルス数が20程度で得られた。最近、イントラパルス数が多く(特に100イントラパルス以上)なると、GHzバーストモードの加工効率がシングルパルスモードと比較して飛躍的に向上することが報告された[6]。このような加工効率の向上はバーストパルス中の前半のイントラパルスで予備加熱を行い、後続のイントラパルスによ る反跳力により照射スポットから溶融した銅を急速に除去するためと説明されている。すなわち効率的なアブレーションを生じさせる予備加熱を行うためには、十分なイントラパルス数が必要ということである。
[5] K. Obata, F. Caballero-Lucas, and K. Sugioka: Material processing at GHz burst mode by femtosecond laser ablation, J. Laser Micro Nanoeng. 16, 19 (2021).
[6] Mi. Park, Y. Gu, X. Mao, C. P. Grigoropoulos, and V. Zorba: Mechanisms of ultrafast GHz burst fs laser ablation, Science Adv. 9, eadf6397 (2023).
2次元表面微細周期構造の形成
直線偏光のフェムト秒レーザーをアブレーション閾値程度の強度で数十〜数百パルス固体 表面に照射すると、波長よりも短い周期のストライプ状の微細構造(Laser Induced Periodic Surface Structures:LIPAA)が形成される(図8(a))。形成されるストライプの方向は、多くの場合レーザーの偏光方向に対して垂直である。一方GHzバーストモードフェムト秒レーザーを照射すると、偏光方向に垂直な方向に加えて平行な方向にも周期を有する2次元LIPSSが 形成される(図8(b), (c))[7, 8]。形成される2次元LIPSSの特徴として,偏光方向に対して垂直方向の周期より平行方向の周期が大きいことが挙げられる。
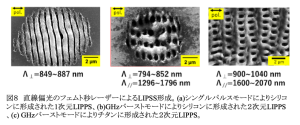
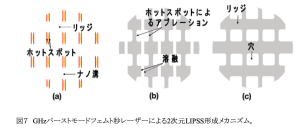
2次元LIPSSの形成は,金属のナノ構造に対して光を入射することで励起する局在表面プラズモン共鳴(localized plasmon resonance: LSPR)により発生する電界増強に起因すると考えられる。1次元の金属ナノ周期構造に対してその周期方向に垂直な偏光方向の光を入射すると、ナノ周期構造の溝の壁面に周期的な電界増強(ホットスポット)が生じる。ホットスポットによる2次元LIPSSの形成メカニズムは以下の通りである。まず,バーストパルス内の前半の イントラパルスにより1次元LIPSSが形成される。シリコンの場合は同時に、レーザー照射による束縛電子の励起により多量の自由電子が生成され表面が金属化する。その後後続のイ ントラパルスが照射されることにより、形成された1次元LIPSSのナノ溝中の壁面において周期的な電界増強すなわちホットスポットが生成される(図7(a))。その結果、電界強度の高い部分ではアブレーションが生じる。しかしこの時リッジ(ナノ周期構造の溝でない部分)の幅方向全てはアブレーションされない。一方、ホットスポットが生じない部分でもわずかな電解 増強が生じており、その部分では溶融が進む(図7(b))。その結果、向かい合う溶融部分のナノ構がつながり、格子状の2次元LIPSSが形成される(図7(c))。
[7] S. Kawabata, S. Bai, K. Obata, G. Miyaji, and K. Sugioka: Two-dimensional laser-induced periodic surface structures formed on crystalline silicon by GHz burst mode femtosecond laser pulses, Int. J. Extreme Manuf. 5, 015004 (2023).
[8] S. Kawabata, S. Bai, K. Obata, K. Ozasa, G. Miyaji, and K. Sugioka: Formation of two-dimensional laser-induced periodic surface structures on titanium by GHz burst mode femtosecond laser pulses, Front. Nanotechnol. 5, 1267284 (2023).
GHzバーストモードプロセシングの今後の期待[9]
GHzバーストモードプロセシングでは、イントラパルスの数、エネルギー、各イントラパルスの 時間間隔など、さまざまなパラメータが含まれる。さらにバースト内のイントラパルスのエネルギー分布の違いにより、同じバーストエネルギーでも異なる結果が得られる。さらにGHzバーストパルスを数十MHzの繰り返し周波数で繰り返し発振するBiBurst(バイバースト)モードも 開発されているが[10]、バーストパルスの繰り返し周波数も重要なパラメータである。GHzバーストモードプロセシングの研究はまだ始まったばかりであり、異なるパラメータや異なる 材料による膨大なデータの蓄積が必要である。前述のようにGHzバーストモード加工は加工 パラメータが多く、完全自動データ収集システムによるビッグデータの収集と、人工知能に基づくディープラーニングを組み合わせた研究を推進することはこのプロセスの実用化を加速する。パラメータが膨大で困難ではあるが、物理理論に基づく理論的アプローチも重要である。もう一つの重要な課題は, GHzバーストプロセシングにおけるパラメーターを簡単かつ柔軟に調整できる高性能レーザーシステムの開発である。特にイントラパルスの時間間隔を簡便に可変できる機能や、THz領域への拡張は重要である。
[9] K. Sugioka: Will GHz burst mode create a new path to femtosecond laser processing?, Int. J. Extrem. Manuf. 3, 043001 (2021).
[10] A. Žemaitis, M. Gaidys, P. Gečys, M. Barkauskas, and M. Gedvilas: Femtosecond laser ablation by bibursts in the MHz and GHz pulse repetition rates, Opt. Express, vol. 29, no. 5, pp. 7641–7653, Mar. 2021.
ご参考:(株)光響提供の「レーザーセミナー」
| (バナー及び纏めリンク) |
 ・理化学研究所/先端レーザー加工研究チームリーダー 杉岡 幸次氏 |
| 個別リンク |
| 1.自己紹介 |
| 2.超短パルスレーザーとは |
| 3.熱影響層(HAZ)の抑制(非熱的加工) |
| 4.多光子吸収 他、 |
| 5.ナノリップル形成(LIPSS) |
| 6.マイクロ・ナノ階層構造 |
| 7.フェムト秒レーザー3次元加工技術他 |
| 8.フェムト秒レーザー3次元加工技術 除去加工: FLAE |
| 9.フェムト秒レーザー3次元加工技術 加工:WAFLD他 |
| 10.フェムト秒レーザー3次元加工技術 無変形加工:屈折率制御他 |
| 11.フェムト秒レーザー3次元加工技術 付加加工: 多光子造形他 |
| 12.ガラス流体チャンネル内への擬似生体構造の構築(FLAE)】他 |
| 13.フェムト秒レーザー3次元複合加工技術他 |
| 15.GHzバーストモードアブレーション他 |
| 16.質疑応答他 |
【参考製品】