
光学コーティング仕様を定める際の計測上の留意点
光学コーティングの設計、仕様、調達のすべてにおいて、設計者が計測技術および不確かさを十分に理解していることは重要である。
光薄膜コーティングの性能を正確に計測することが、その設計や製造と同様に難しくなることがある。光学コーティング仕様を定めて調達するとき、計測技術と計測不確かさを理解することは、光学系設計者にとって重要である。ここでは、光学系設計者、品質エンジニア、調達担当者のための光学コーティング計測を簡単に紹介する。その過程で、光学系の仕様化の際にコーティングエンジニアが質問される、ごく一般的な計測の問題にも若干触れたい。

誘電体多層スタックコーティング、計測では厚さ全体は0.5μm。コーティングは、イメージング前に意図的に光学面から取り除いた。 画像は、Nomarski顕 微鏡を使って200倍で撮った。
性能の計測方法の理解
これから挙げるのは、システムパフォーマンスに大きな影響を及ぼす可能性がある、単純な計測の見落としの一例である。この例は、コーティングされた光学部品を購入する際に、計測がどのようにされていたかについて、すべき質問を明らかにすることを目的としている。
この例では、システム設計者は、システムに光フィルタを入れることに関心を持っている。そのシステムは、350〜450nm波長帯域では反射強度が最低限99%、それより長い波長では99%以上を透過する。コーティングエンジニアは、使用した分光光度計の計測不確かさの範囲内で、過去のコーティング構成材料の単層の損失を計測し、フィルタのどの層にも散乱や吸収がほとんどないと判断した。
いったんコーティングされると、透過だけでパフォーマンスがテストされ報告されるなら、フィルタの広帯域ミラーやパスバンド領域は、いずれも設計者の許容範囲に入っているように見える。しかし広帯域誘電体ミラーでは、透過対反射で計測するとパフォーマンスが大きく違う可能性がある。広帯域誘電体ミラーは多層スタック内に共鳴構造を作り出し、ある波長ではそこで増幅が起こる。個々のコーティング層の極めて小さな損失でも、こうした共鳴周波数ではそのフィルタにとっては大きな損失になる。透過で計測すると、この共鳴損失は阻止にプラスの影響を与えており、ミラーは実際よりも優れているように見える(図1a)。反射で計測すると、この同じ共鳴が可視スペクトルにわたり、反射に明確で大きなリップルを作り出し、結果的にそのコーティングはミラーの仕様を満たしていないことになる(図1b)。
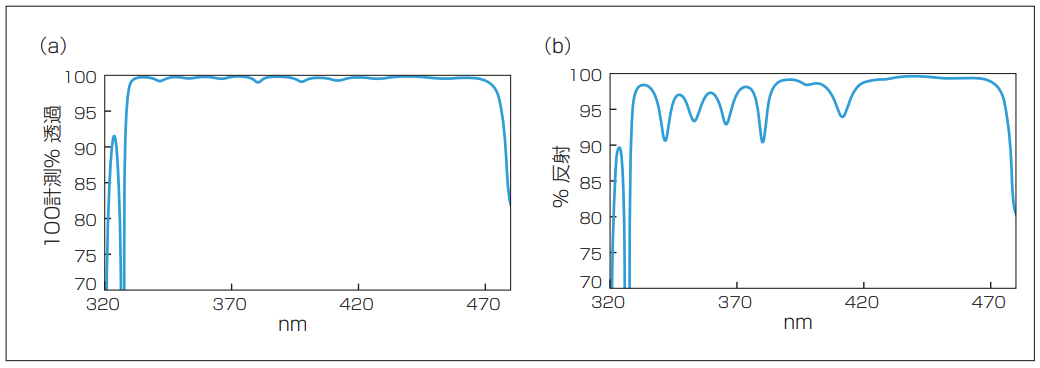
図 1 スペクトル計測は、多層広帯域誘電体ミラーの(a)透過と(b)反射を示している。反射で計測されたミラーのリップルの原因は、共鳴と増幅された損失によるものである。
反射パフォーマンスの計測
分光光度計は、ほとんどの光学コーティング実験室で最優先のツールとなっている。レーザベースの計測システムと比べると分光光度計は、多様性と価格の点で優位性があり、適切に使用すると非常に効果的になることがある。ほとんどのコーティング会社は市販の分光光度計を使用している。標準機能には、グレーティングベースのモノクロメータ、光源やディテクタのドリフトに対処するための基準ビームがある。
以下の議論は、市販の分光光度計の一般的な留意点であることに注意する必要がある。場合によっては、光学コーティング会社は、特殊なアプリケーション向けに、一般的な計測装置に対して計測的優位性を持つ独自の分光光度計を開発する。
市販の測定装置では、利用できる付属品(アクセサリ)は非常に多い。こうした付属品のそれぞれが、計測タイプが違えば一長一短を持つ。これらの付属品とその長所短所の全体を観望することは、この記事の範囲を超える。ここでは、分光光度計で計測する際の一般的な留意点についての理解促進に集中する。
分光光度計で計測するためには、関心のある波長帯域にわたりテスト面と比較して強度が小さい場合、大きい場合の両方で基準測定する。次に、ディテクタ固有の式を用いて、個々の波長で計測信号とこの範囲内のサンプル強度との相互関係を比較する。この計算に関連する不確かさは、ディテクタの非線形性によるエラーとされることが多い(1)。最も単純な場合には、基準計測は、阻止されたビーム(強度0%)と開放ビーム(強度100%)で行われる。
光度計、すなわち縦軸の不確かさは、部分的には、基準計測で使用される範囲の関数である。例えば、反射防止(AR)コーティングの表面を反射で計測すると、開放ビームの代わりに、高い信号基準として厳しくコントロールされた屈折率のガラスの単一面反射を使用することでディテクタの非線形性の不確かさが減少するのは常識である。ショット(SCHOTT)N-BK7ガラスは、屈折率が安定していることから、一般に用いられている。
市販システムの波長の不確かさは、極紫外(UV)から近赤外(NIR)波長まで、一般に±0.3%以下である。関心のある波長範囲で、ランプ輝線あるいは鋭い吸収ピークを示すようにドープしたトレーサブルなガラス基準を使って波長の校正をチェックすることは、比較的簡単である。
分光光度計ベースの透過計測
光学コーティングの計測で基本的な課題の1つは、ARコーティングとミラーコーティングとを透過と反射それぞれで正確かつ精密に計測することが難しいということである。以下の点は、分光光度計を使ってAR面の透過性を計測するときの大きな誤差の原因から2つを取り上げている。
1. AR面の反射計測では、光度計の正確さにおける小さな誤差は、コーティング性能の一般にあまり重要でない測定誤差と同じである。例えば、入射光の0.1%しか反射しない表面の計測された反射強度誤差の1%は、テスト面では、計測の不正確さ0.001%と同じである。透過(T)における同じ誤差は、はるかに重大問題になる。99.9%透過で1%の誤差は、透過の不正確さでは約1% Tに等しい。
2. ディテクタは空間的に可変であることが多い。基準からサンプル計測まで、ビーム位置のわずかな変化の影響は反射計測では小さいが、透過計測では、大きい。それはポイント1に説明した理由による。ビームの位置がベースラインとサンプル計測との間で変わると、計測の正確さは悪化する。ビームパスの変化はもっと深刻になる。それはサンプルの厚さ、屈折率、計測角度が増すからである。ビーム位置の変化度はスネル(Snell)の屈折率の法則で記述される。その効果は、反対の光学面からのフレネ
ル多重反射によって増幅される場合がある。高角度でマウントされた厚い検査サンプルでは、適度に正確な透過計測はほぼ不可能になる場合がある(検査サンプルは、一般に小さくフラットなガラス板であり、ガラス板は残りのコンポーネントとともにコーティングされており、検証可能な実例、特殊コーティング実行記録として役立つ)。分光光度計を使って、レンズを通した透過計測は、同じ理由から簡単ではない。
上述の課題は、ディテクタに積分球を追加し、薄い検査サンプルを用い、サンプルからディテクタまでの距離を減らすことで対処できることがある。より大きな積分球は、一般に好結果を生む。光がディテクタに届く前に、積分球内を何度も飛び跳ねて光のアベレージングが行われるからである。積分球には、一般にバッフルが備わっており、これは光のディテクタ直撃をなくし、積分球から逃げる光の割合を減らすためにポート・ウインドウを一段と小さくしている(2)。
しかし、さらに大きな積分球を使うことには問題がある。小さなビームを使って計測するとき(小型サンプルや高角度で必要)、ディテクタに届く光が少なくなり、信号対雑音比(SNR)の問題に帰着することになる。市販の計測装置で設定が非常にうまくいくと、平坦で薄いARコートの検査サンプルの最高条件の計測不確かさは垂直入射であり、一般に±0.1%Tの範囲にある。
ポラライザや可変角ディテクタモジュールを市販分光光度計用に購入することは可能である。可変角反射率アクセサリは、反射でのARパフォーマンスの計測で十分に使える。ブルースター角の計測は、角度と偏向における不確かさ評価に使える。設定がよければ、不確かさのこれらの原因は一般に、光度計の誤差の原因と比較して小さい。透過計測における不確かさの根拠を適切に要約するには、以下の式で記述できる(3)。
不確かさ全体(μtotal)は、計測再現性(μs)、ビームアライメント(μA)、縦軸直線性(μN)、偏向の不確かさ(μp)、入射角不確かさ(μo)、および波長の不確かさ(μw)の関数である。
ほとんどのARコーティングのスペクトルパフォーマンス評価に対する提案されたアプローチは、仕様の完全な角度範囲での反射計測、垂直入射で損失を評価するための透過計測を行うことである。重要なアプリケーションでは、レンズを購入する際に、システム設計者が、高角度での全範囲のデータ、または理論データを受け取るかどうかを認識していることが重要である。
分光光度計ベースの反射計測
光源やディテクタ配置に物理的な制約条件があるので、サンプルを反射計測できるおおよその最小角度は、常にある(一般には10°以下)。ほとんどの光学コーティングでは、入射角0〜10°でパフォーマンスの差は重要でない。
分光光度計を使った高反射面の正確な測定は、上述のAR透過計測と多くの同じ理由のために、簡単ではない。基準と計測との間で、ディテクタで計測された信号のわずかな変化が、計測されたパフォーマンスにおいて重大な誤りを引き起こす。基準計測で使用したパスを変更することなく、テストサンプルを計測パスに挿入することは、反射計測では常に用心しなければならない。
加えて、反射率標準に関連した課題もある。理想的には、基準計測にはトレーサブルな校正済みのミラーを使用する。時間の経過とともにこうした基準ミラーが劣化することは考慮されなければならない。これは、金属酸化物あるいは機械的劣化のためである。高反射器計測における不確かさ全体は、透過式1.1に説明されている全条件に依存する。とは言え、ミラーの計測では、縦座標(μN)の不確かさは、基準の反射性における不確かさにかなりの程度影響される。市販の分光計の一般的な計測ステージは、約±0.5%Rの不確かさで光反射鏡を計測できるが、注意深くアライメントされ、校正された市販の分光光度計に精密反射率付属品をつけると、約±0.05%Rの不確かさで計測することができる。
円錐角
分光光度計は、一般にテストビームに関連して多少の円錐角を持つ。光学アプリケーションにとって最良の分光光度計は、コリメートが優れており、高いf値を持つシステムである。計測システムの円錐角の効果を理解することは、ポラライザや精密フィルタなどのコーティングには特に重要である。フィルタ、あるいはポラライザエッジの配置は、コリメートがよくないテストビームを使うと、大きく傾くことがある。非コリメートシステムのビームアパチャを切り取ることは役に立つが、SNR低下というトレードオフがある。
また、高精密フィルタでは、グレーティングやスリット幅によって決まる信号帯域は制限される。高精密フィルタやポラライザの最良の計測は一般に、特注の(コリメートされた)分光光度計、あるいはレーザベースの測定システムで実現される。市販の分光光度計は一般に、2〜3°の半円錐角となっている。円錐角がコーティングパフォーマンスに対して与える効果の例は、図2で見ることができる。
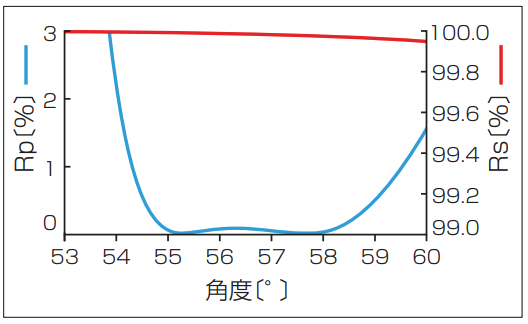
図 2 1064nmブルースター角(56.6°)薄膜ポラライザのパフォーマンスを、入射角の関数として示している。分光光度計テストビームの2〜3°半円錐角は、p偏向(青線)パスバンド透過の計測されたパフォーマンスに大きな影響を与えている。光学システムで非コリメート光を用いると、p偏向光の漏れが妥当性の問題となりうることは留意に値する。p偏向光は、ポラライザから漏れる。これは、円錐頂点の照射角の平方に対して光が傾いているからである。
検査サンプル
上述のすべての考察は重要である。とは言え、たとえ全てが完璧にできたとしても、検査サンプルが光学パフォーマンスの代表でなければ、データは価値がない。ほとんどの場合、光学製品から直接正確な計測を得ることは非常に難しいので、検査サンプルを利用することが必要になる。ARコーティングでは、検査サンプルの屈折率および分散が光学製品の指標と厳密に一致(あるいは正確に一致)していることが極めて重要である。
(もっと読む場合は出典元へ)
出典元
https://ex-press.jp/wp-content/uploads/2016/01/LFWJ_Jan16_ft01.pdf