
産業用フェムト秒レーザと材料加工
フェムト秒レーザ加工の背景
この5年間で、300~900fsの範囲のフェムト秒パルスによる材料加工が急速に広く利用されるようになった。熱影響部(HAZ:Heat Affected Zone)が小さく、非常に高いパルス強度によって、エネルギーが深くまで侵入するためである。産業用超短パルス(USP:Ultra Short Pulse)半導体励起固体(DPSS:Diode Pumped Solid State)レーザやファイバレーザは現在、フラットパネルディスプレイ用の薄膜切断、ステントの切断、燃料インジェクタノズルの穴あけ、ウエハスクライビング、表面微細構造形成に用いられている。
フェムト秒レーザパルスが初めて産業用微細加工に適用されたのは、1990年代終盤のことである。チタンサファイア増幅器(Ti:Sapphire Amplifier)が、集積回路作製におけるリソグラフィマスクのリペアに使われた。当時、産業用レーザ光源としては、パルス幅が数十nsのQスイッチNdドープ固体レーザか、パルス幅が100fsで、波長400nm、繰り返し周波数1kHz における出力が0.4Wの超短パルスチタンサファイア増幅器かのいずれかしか選択肢がなかった。基板にまで熱損傷が及ぶため、溶融石英基板上のクロム層の微細な形状には、ナノ秒パルスを適用することができなかったためである。熱影響部を小さくすることが不可欠であったことから、当時およそ30万ドルの高額なチタンサファイア増幅器が利用された。
現在では、多数の異なるフェムト秒レーザが提供されており、出力パルスエネルギーは最大200μJ、平均出力はkWレベルにも及ぶ。特にこの10年間で、さまざまな種類のフェムト秒固体レーザとファイバレーザのアーキテクチュアが材料加工の分野に投入されており、そのすべてがイッテルビウムドープのゲイン材料をベースとしている。産業用途には現在、最大100Wの平均出力、300~900fsのパルス幅、最大2MHzの繰り返し周波数が適用されている。当初のチタンサファイア増幅器システムと比べると、出力が2ケタ増加した一方で、システムコストは大幅に低下している。 フェムト秒レーザ低出力モデルの大多数は、眼科用途として導入されている。2000年代にはNd:ガラス再生増幅器が、レーシック手術において角膜の内側に気泡層を生成して角膜フラップを切開するために用いられた。その後、より低いコストでより高い繰り返し周波数を達成するYb:ファイバMOPAシステムが、用いられるようになった。フラップ切開に必要な標準パルスエネルギーは2~4μJで、繰り返し周波数は50 ~ 200kHz、パルス幅は約300fsが用いられている。さらに最近になって登場した眼科用途として、白内障手術におけるレンズ切開がある。この用途では、50~100kHzの繰り返し周波数で20~40μJのパルスエネルギーが適用され、パルス幅は800fs未満であることが望ましい。
米ストラテジーズ・アンリミテッド社(Strategies Unlimited)の2016年の予測(2)によると、材料加工(眼科用途を含む)に使われるフェムト秒/ピコ秒レーザの2019年の市場規模は、4億6000万ドルになる見込みだという。その売上高の半分は、マイクロエレクトロニクス製造に広く採用されているピコ秒レーザによるものである。残り半分は、眼科用フェムト秒レーザ(1億3600万ドル)と材料加工用フェムト秒レーザ(9800万ドル)に二分される。
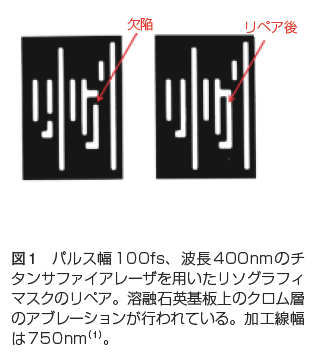
図1 パルス幅100fs、波長400nmのチタンサファイアレーザを用いたリソグラフィマスクのリペア。溶融石英基板上のクロム層のアブレーションが行われている。加工線幅は750nm(1)。
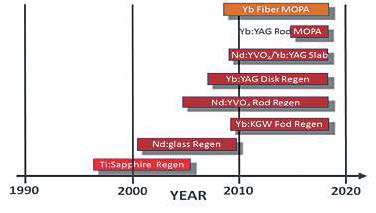
図2 微細加工分野におけるフェムト秒レーザ導入の進化推移。マスクリペア用のチタンサファイア再生増幅器はピコ秒Nd:YVO4レーザに、Nd:ガラス再生増幅器はフェムト秒YbファイバMOPAに置き換えられた。
フェムト秒レーザ加工のメカニズムとメリット
フェムト秒/ピコ秒パルスと物質の相互作用は、電子による光吸収とそれに続く格子へのエネルギー移動に基づく。たとえば金属の場合、自由電子の温度が数万°Cにまで上昇し、光子が自由電子に吸収される。その電子は、電子・フォノン衝突緩和時間内にそのエネルギーを格子に移動する。衝突緩和時間は、室温でほとんどの材料場合100fs~1psの範囲である。格子は電子の約100倍の熱容量を持つため、レーザパルスが入射してから格子が融点に達するまでにかなりの遅れが生じる(図3)。レーザフルーエンスが高い場合、加熱材料のアブレーションは、レーザパルスが吸収されてから数十ps後に生じる。
超短レーザパルスの光と物質の相互作用は、電子・フォノン衝突緩和時間における、自由電子と格子の温度の時間的および空間的変化を示したTwo-Temperature Modelによって数学的に表すことができる(3)。このモデルは数十年間にわたって、超短パルス加工の損傷しきい値フルーエンス、アブレーションレート、熱影響部を計算するための非常に有効な手段として利用されてきた(図4)(4)〜(8)。主要な結果として、10ps未満のパルスでは損傷しきい値フルーエンスは一定だが、パルス幅がそれよりも長くなると、波長に関係なく、パルス幅の平方根に比例してしきい値フルーエンスが増大することが明らかになっている。
同様に、パルス幅が10ps未満の場合は熱影響部が一定で、こちらもレーザ光の波長には依存しない。この挙動の基本的な理由は、格子の温度上昇と材料への熱伝導に遅れが生じることからであり、レーザパルスの照射時は格子が低温状態を維持しているため、この相互作用はコールドアブレーションと呼ばれている。しかし、アブレーションを引き起こすために材料は最終的には融点に達する必要があるため、この名称にはやや語弊があるかもしれない。
超短パルスの相互作用による最も興味深い効果は、パルス幅が短いほど、エネルギー侵入深さとアブレーション深さが増大することである。一定のエネルギーフルーエンスでパルス幅を短くすると、自由電子の温度がより早く上昇し、それと同時に電子・フォノン緩和時間が長くなる。
もう少しメカニズムを見ることで、この現象が容易に理解できるかもしれない。フェムト秒パルスは非常に強度が高いため、格子内を移動する電子の速度は10 万m/s にも達する可能性があり、この高い速度によって、電子は格子にエネルギーを遷移させることなく、格子のより深くまで侵入する(8)。
材料加工の効率と品質は、レーザパルス幅に依存する。ナノ秒レベルのパルスの場合は、レーザ光の直線的な光吸収深さによってレーザパルスの吸収が決まり、材料への熱伝導によってエネルギーが消費される。それに対し10ps未満のパルスの場合は、初期エネルギー侵入が光強度に大きく依存するため、フェムト秒パルスで侵入深さが大きくなるのはそのためである。また、パルス照射時と格子加熱時に熱伝導がないことから、熱影響部は非常に小さくなる。金属の場合で、5μm未満のHAZが達成可能で、プラスチック材料の場合は、HAZは一般的に30~50μmとなる。
パルス幅が短いほど侵入深さが増大するため、(図6のアルミニウムの例のように)パルス幅が約20psよりも短くなると、最大アブレーションレートは増加する。後ほど説明するが、任意のパルス幅に対し、アブレーションレートが最大になるのは、パルスフルーエンスがアブレーションしきい値フルーエンスの約7.5 倍の時である。パルス幅が数十nsのQ スイッチレーザパルスと比べると、材料内の電子速度の増加によって、ピコ秒未満のパルスでもその3分の1のアブレーションレートが得られる。
パルスレーザの場合、パルスエネルギーフルーエンスがしきい値フルーエンスのe2倍に等しい時に、アブレーション効率は最も高くなる。これは、パルスフルーエンスの増加とともにアブレーション体積が飽和状態に達するためである。つまり、出力が固定の場合、エネルギーフルーエンスを下げればより多くの体積をアブレーションでき、それと同時にパルス繰り返し周波数が増加するので、スループットが上がる(図7)。アブレーションレートC(単位:mm3/W/分)は、次の式で表される(10)。
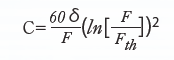
ここで、Fはピークフルーエンス(単位:J/mm2)、Fthはピークしきい値フルーエンス、δはパルスあたりの侵入深さ(単位:mm)である。パルスあたりのエネルギー侵入深さの標準値は、金属、半導体、プラスチックの場合で20~100nm、ガラスや透明結晶の場合で500nm以上である。
図8は、さまざまなパルス幅について、ニチノールのアブレーションレート測定値を、平均パルスフルーエンスの関数として表したものである。ニチノールはステントの製造に用いられ、スループットを高めるためにフェムト秒レーザを必要とする。1035nmのモードロックMOPAファイバレーザを使用し、コンプレッサの設定を変更することによって、異なるパルス幅を実現した。外部に第2および第3高調波発生ステージを追加することにより、517nmと345nmの波長を生成することができる。20μmのスポット径で、どちらの方向にもスポットの60% が重なるようにして、約0.5mm × 1.5mmの矩形領域を約200μmの深さまでアブレーションした。パルス幅を400fsまで短くすると、19psの場合と比べてアブレーションレートは2倍になった。フェムト秒パルスのアブレーション効率がこのように高まるのは、金属と半導体に共通する性質である。しかし、透明誘電体材料の場合は、ピコ秒パルスの方がアブレーションレートは高くなる。これは自由電子が存在せず、材料のアブレーションに高いしきい値フルーエンスが必要になるためである。フェムト秒レベルのパルス幅では、ピーク出力が高すぎる場合、生じたプラズマが障壁となって、アブレーションレートが抑制されることにもつながる。
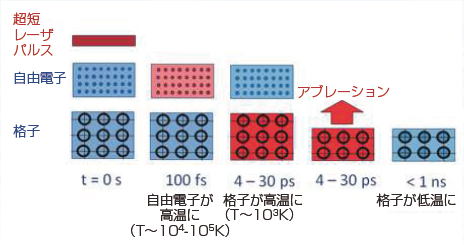
図3 超短パルスと金属の相互作用。自由電子がレーザ光を吸収することにより、100fs以内に電子の熱拡散が生じる。格子は4~30ps遅れて加熱される。
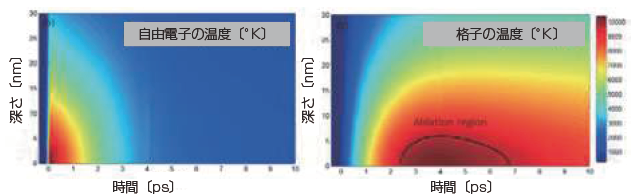
図4 銅に対して、平均フルーエンス0.14J/cm2、波長800nmのパルスを100fs照射した後の、自由電子(左)と格子(右)の時間に伴う温度分布の計算結果(7)。
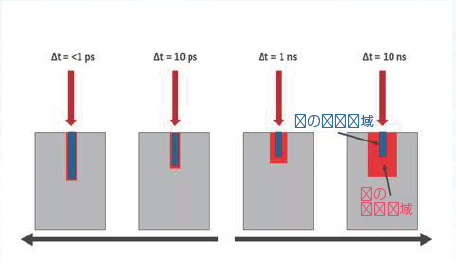
図5 媒体によるレーザパルスの吸収。青色はエネルギー侵入、赤色は熱伝導による加熱領域を示している。
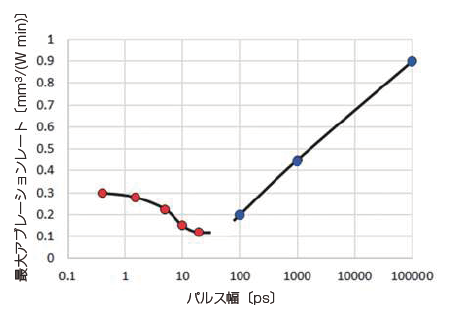
図6 筆者らの測定値(赤い点)と、ブライトリングらによって公表さ れているデータ(9)からの値(青い点)による、アルミニウムの最大アブレーションレート。
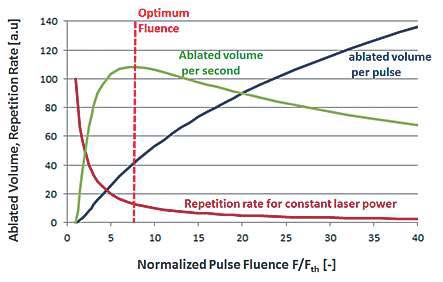
図7 レーザ出力が一定である場合の、パルスあたりアブレーション体積(青色)と1秒あたりのアブレーション体積(緑色)のグラフ(10)。
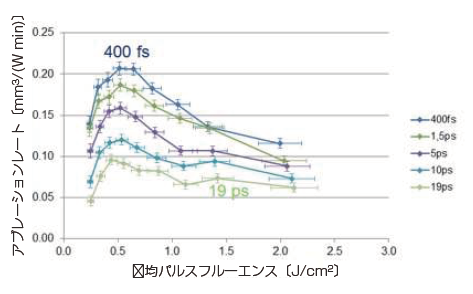
図8 1035nm におけるニチノールのアブレーションレート測定値を、平均パルスフルーエンスの関数として表したグラフ。パルス幅を変えて、測定を行った。
(もっと読む場合は出典元PDFへ)
出典元
http://ex-press.jp/wp-content/uploads/2019/04/tr_6-13.pdf